



我们的【滚压管珩磨管支持货到付清】视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
以下是:【滚压管珩磨管支持货到付清】的图文介绍

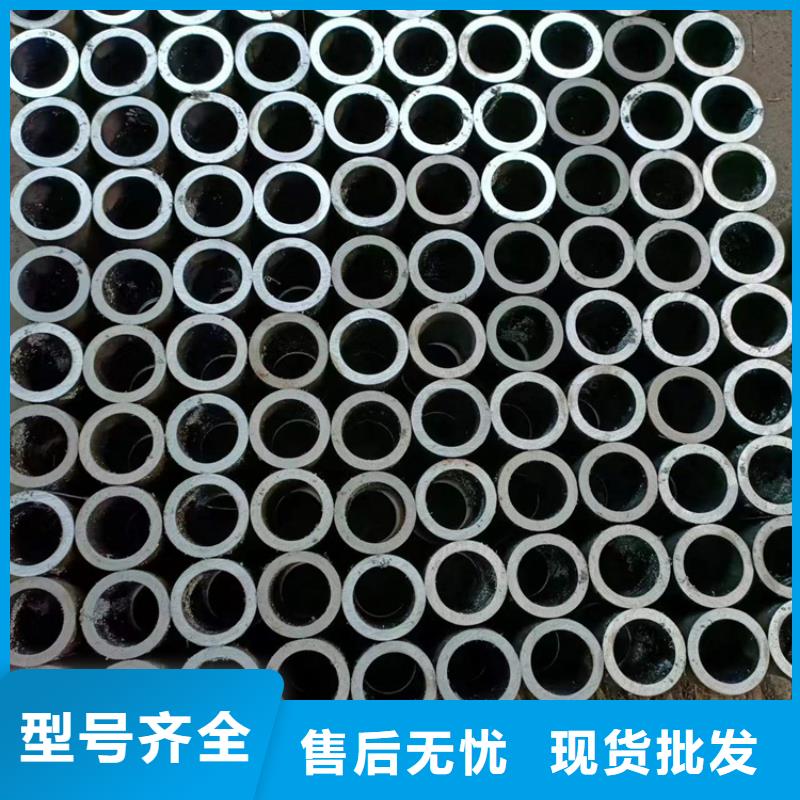
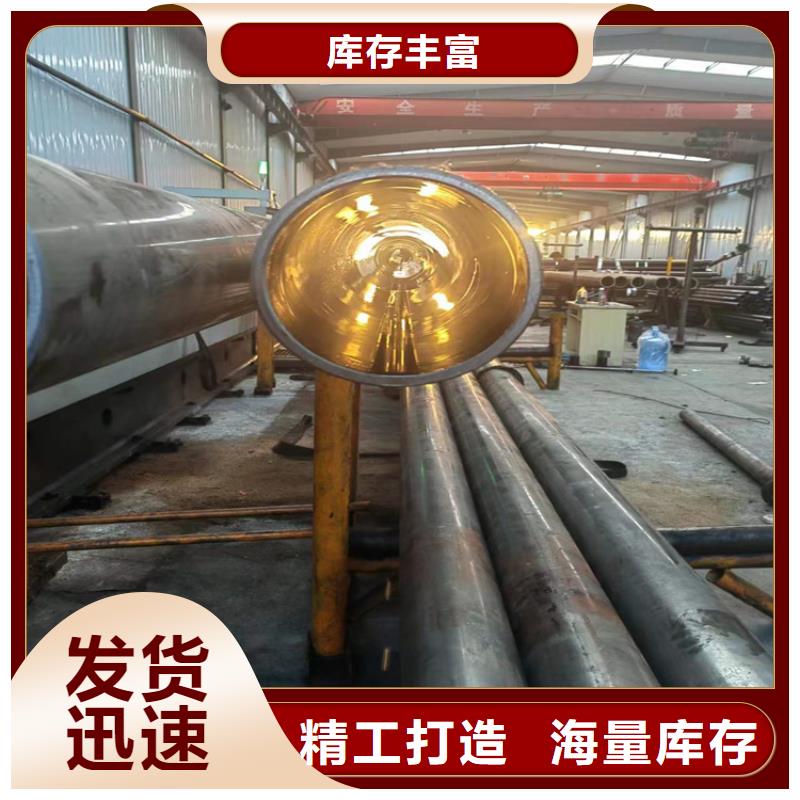
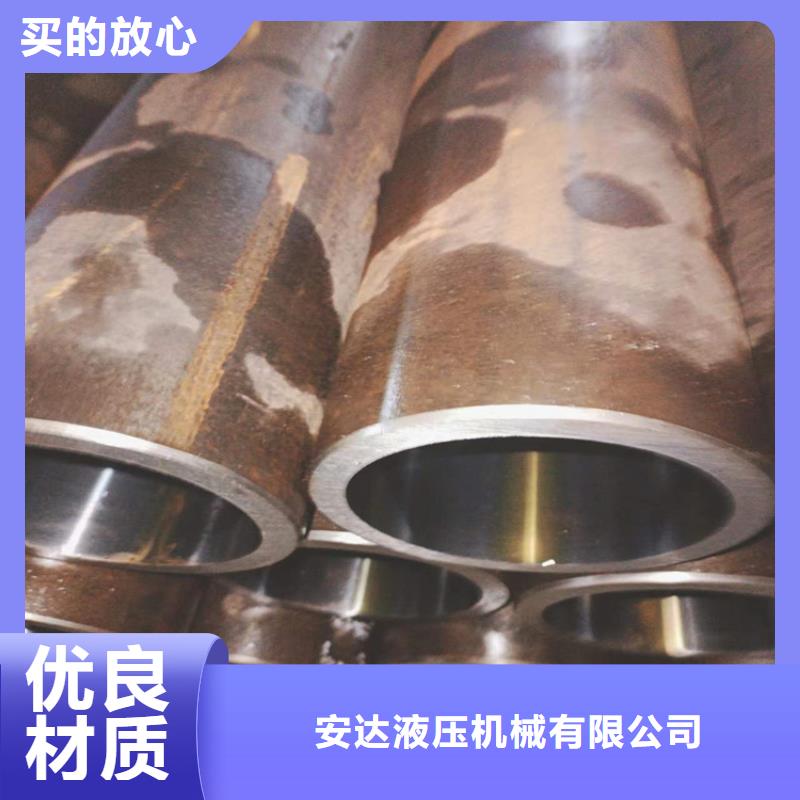
液压机械(江苏省分公司)是一家专业加工和生产 高精度空心杆的公司。公司拥有现代化的 高精度空心杆生产设备,专业的 高精度空心杆设计师,高水平制作人员,操作熟练的安装施工队伍,规范化,标准化,优良化的工程质量和高素质的管理。从设计、生产、安装为客户提供一站式服务,以丰富的生产安装和施工管理经验取得众多客户的信任。



珩磨管油缸管绗磨管怎么防止珩磨管淬火裂纹? 珩磨管淬火裂纹 珩磨管淬火工艺主要用于钢件,是将钢加热到临界温度Ac3(亚共析钢)或Ac1(过共析钢)以上温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度的冷速快冷到Ms(马氏体转变起始温度)以下(或Ms附近等温)进行马氏体(或贝氏体)转变的热处理工艺。 珩磨管淬火裂纹是指在珩磨管淬火过程中或在珩磨管淬火后的室温放置过程中产生的裂纹,后者又叫时效裂纹。裂纹的分布没有一定的规律,但一般容易在工件的尖角、截面突变处形成。造成珩磨管淬火开裂的根本原因是拉应力超过材料的断裂强度,或者虽未超过材料的断裂强度,但材料由于存在内部缺陷也会发生开裂。造成珩磨管淬火开裂的具体原因很多,分析时应根据裂纹特征加以区分。滚压管



珩磨管油缸管绗磨管大送进角下导致顶头与轧辊的辗轧锥更不平行。
③轧辊转速不当也会影响壁厚精度。
(4)管坯的定心和加热。
定心孔偏心和加热不均匀(阴阳面)都将造成壁厚不均。
(5)穿孔机的刚度、结构和调整。
穿孔机的机身刚度不够,其上的锁紧机构不可靠;顶杆的定心装置调整不准确,运行不可靠和距离机身较远;轧制中心线的调整,一般采用低于轧机中线,其目的是提高轧件的稳定性,若调整过大,因轧制线下移后,变形区内工具之间的相对关系发生了非对称变化,也会影响毛管的壁厚不均。滚压管


