



我们为您呈现了C型钢_工字钢高性价比产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:C型钢_工字钢高性价比的图文介绍


无论是哪一种冷弯型钢,在轧制的时候会发生变形,一方面是塑性变形,还有一方面是弹性变形。金属晶体在外受外力时发作歪扭和拉长,当外力未超越原子间的结合力时,去掉外力之后晶格便会由变形的状况康复到原始状况,也是未超越金属本弹性极限的变形叫做金属的弹性变性。
当加在金属晶体上的外力超越其弹性极限时,去掉外力之后歪扭的晶格和破碎晶粒不能康复到原始状况,这种变形叫做塑性变形,从而形成了我们所需的不同规格形状的冷弯型钢。
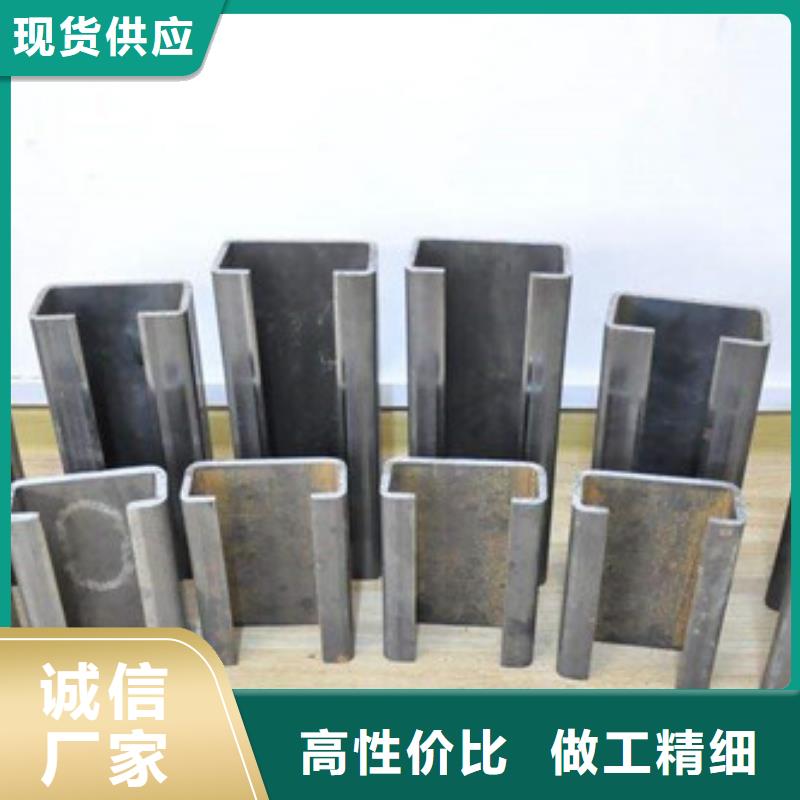
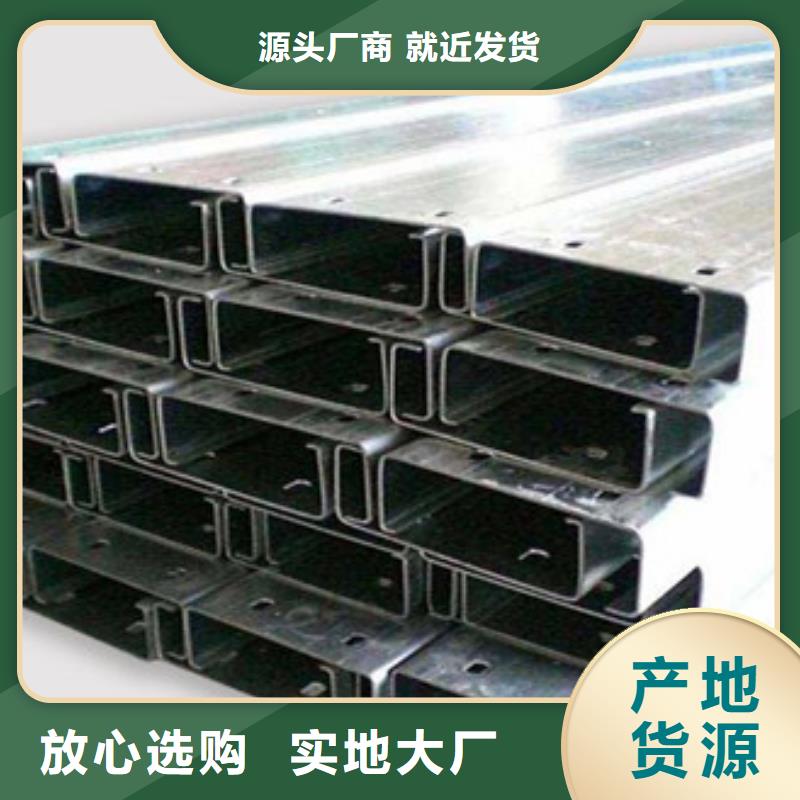
用户不同,对于C型钢壁的厚度要求也是不同的,如果要同时满足这些要求的话,所选用的C型钢生产工艺和设备非常关键。一般了冷轧方式是难以生产出高品质的C型钢,因此得用C型钢机来完成。
材料从C型钢机的尾部进入之后,经过各种压辊的压制,然后从头部输出成型后的C型钢。这不仅使得必要的生产加工工艺得到了极大的优化,同时提高了生产下来,还能保证C型钢产品具有均匀的壁厚和复杂的界面形状。
为了达到准确的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要保证上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
C型钢加工的时候,模具安装及主机试车,然后开启空气压缩机、真空泵、挤出机、切瓦机、放料机、压瓦机、主机及瓦托输送机;泊车时,先休止挤出机,再休止其余设备。
在设备使用前,要检查各处连接是否牢靠,安装螺栓、螺母是否拧紧,左右机箱内应加足润滑机油,才能通电启念头器进行试车。挤出机挤出的泥坯,经切割机切成定长,由滚子输送机送至压瓦机,由装料器按划定程序送至下模,C型钢机压出的瓦坯在工作台转位后,由卸瓦机的真空吸盘吸取并转位放置在输送线的瓦托上。
当加在金属晶体上的外力超越其弹性极限时,去掉外力之后歪扭的晶格和破碎晶粒不能康复到原始状况,这种变形叫做塑性变形,从而形成了我们所需的不同规格形状的冷弯型钢。
用户不同,对于C型钢壁的厚度要求也是不同的,如果要同时满足这些要求的话,所选用的C型钢生产工艺和设备非常关键。一般了冷轧方式是难以生产出高品质的C型钢,因此得用C型钢机来完成。
材料从C型钢机的尾部进入之后,经过各种压辊的压制,然后从头部输出成型后的C型钢。这不仅使得必要的生产加工工艺得到了极大的优化,同时提高了生产下来,还能保证C型钢产品具有均匀的壁厚和复杂的界面形状。
为了达到准确的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要保证上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
C型钢加工的时候,模具安装及主机试车,然后开启空气压缩机、真空泵、挤出机、切瓦机、放料机、压瓦机、主机及瓦托输送机;泊车时,先休止挤出机,再休止其余设备。
在设备使用前,要检查各处连接是否牢靠,安装螺栓、螺母是否拧紧,左右机箱内应加足润滑机油,才能通电启念头器进行试车。挤出机挤出的泥坯,经切割机切成定长,由滚子输送机送至压瓦机,由装料器按划定程序送至下模,C型钢机压出的瓦坯在工作台转位后,由卸瓦机的真空吸盘吸取并转位放置在输送线的瓦托上。



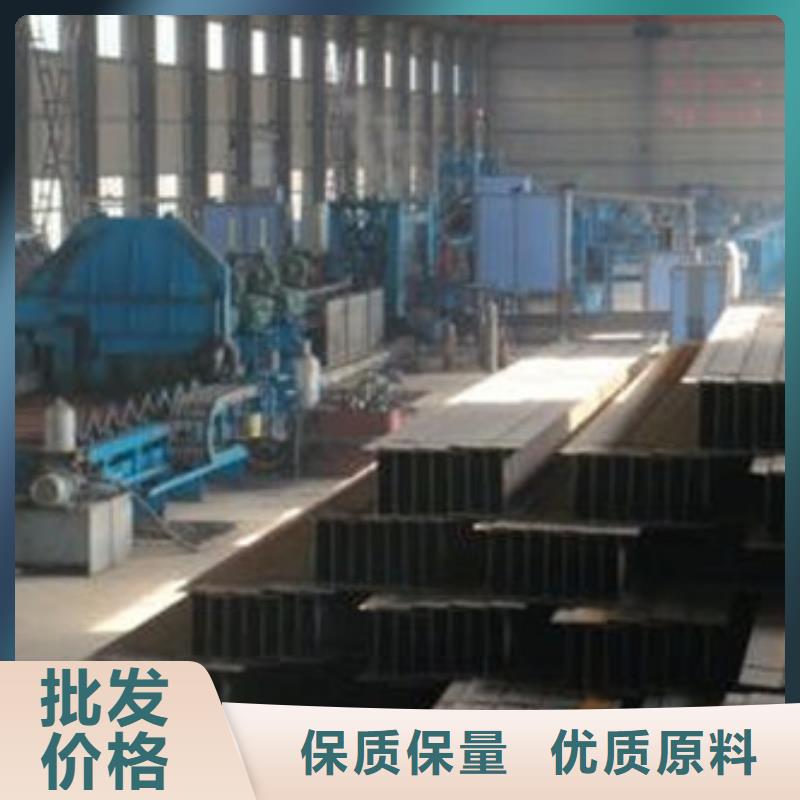
国耀宏业钢铁(内蒙古分公司)自成立以来一直秉承着专业、、便捷的服务宗旨,对所有涉及到的 H型钢产品、项目进行着不断的研发及改进。 H型钢产品自投放市场以来,以过硬的质量、出色的性能、完善的服务,赢得了各地市政管理部门和广大客户的一致认可与好评,业务量拓展迅速。



1焊材选配原则
①强匹配。强节点弱杆件:焊接资料熔敷金属的强度、塑性、冲击韧性高于母材标准规定的低值。焊接接头(焊缝及热影响区)各项性能要求达到母材标准规定的低值。②兼顾焊缝塑性。厚板焊接时按厚度效应后的强度选配焊材,节点拘束度大时可在1/4板厚以下配用低强焊材。③满足冲击韧性要求。必须重点选择焊材的韧性,使焊缝及热影响区韧性达到钢材的规范要求。
2高强钢焊接性评价方法
①碳当量计算评定法。②热影响区高硬度试验评定法。③插销试验临界断裂应力评定法。
3低预热温度确定方法
①裂纹试验控制。根据斜Y坡口试样抗裂试验确定低预热温度。②硬度控制。根据一定碳当量的钢材,其不同板厚T形接头角焊缝热影响区硬度达到350HV对应的冷却速度(540℃时)查表确定焊接线能量。③根据裂纹敏感指数、板厚范围、拘束度等级、熔敷金属扩散氢含量确定低预热温。④根据接头热输进、冷却时间和钢材的特定曲线图确定低预热温度。
4焊接质量控制
①控制热输进与冷却速度。控制焊接电流、电压、焊接速度以及熔敷金属800℃~500℃区间的冷却时间。②控制焊缝中碳/硫/磷/氮/氢/氧的质量百分比。选用优质碱性低氢焊材,采用良好的操纵手法充分维护熔池金属(短弧、摆动、倾角稳定)③应力与变形控制。选用高能量密度、低热输进的焊接方法,如气体维护焊;用小线能量,多层多道焊接;减小焊接坡口的角度和间隙,减少熔敷金属填充量;采用对称坡口,对称、轮流施焊;长焊缝应分段退焊或多人同时施焊;用跳焊法防止变形和应力集中。
为了达到的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
①强匹配。强节点弱杆件:焊接资料熔敷金属的强度、塑性、冲击韧性高于母材标准规定的低值。焊接接头(焊缝及热影响区)各项性能要求达到母材标准规定的低值。②兼顾焊缝塑性。厚板焊接时按厚度效应后的强度选配焊材,节点拘束度大时可在1/4板厚以下配用低强焊材。③满足冲击韧性要求。必须重点选择焊材的韧性,使焊缝及热影响区韧性达到钢材的规范要求。
2高强钢焊接性评价方法
①碳当量计算评定法。②热影响区高硬度试验评定法。③插销试验临界断裂应力评定法。
3低预热温度确定方法
①裂纹试验控制。根据斜Y坡口试样抗裂试验确定低预热温度。②硬度控制。根据一定碳当量的钢材,其不同板厚T形接头角焊缝热影响区硬度达到350HV对应的冷却速度(540℃时)查表确定焊接线能量。③根据裂纹敏感指数、板厚范围、拘束度等级、熔敷金属扩散氢含量确定低预热温。④根据接头热输进、冷却时间和钢材的特定曲线图确定低预热温度。
4焊接质量控制
①控制热输进与冷却速度。控制焊接电流、电压、焊接速度以及熔敷金属800℃~500℃区间的冷却时间。②控制焊缝中碳/硫/磷/氮/氢/氧的质量百分比。选用优质碱性低氢焊材,采用良好的操纵手法充分维护熔池金属(短弧、摆动、倾角稳定)③应力与变形控制。选用高能量密度、低热输进的焊接方法,如气体维护焊;用小线能量,多层多道焊接;减小焊接坡口的角度和间隙,减少熔敷金属填充量;采用对称坡口,对称、轮流施焊;长焊缝应分段退焊或多人同时施焊;用跳焊法防止变形和应力集中。
为了达到的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。



