



想要更直观地感受异型管【扇形钢管】供您所需产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:异型管【扇形钢管】供您所需的图文介绍


异型管弯曲试验:用规定尺寸弯心将试样弯曲至规定程度,检验金属承受弯曲塑性变形的能力并显示其缺陷的试验。一般应规定弯心直径尺寸和弯曲角度及对弯曲处表面的要求;
异型管管弯曲试验:在带槽弯心上将试样弯曲至规定程度,检验异型钢管承受弯曲塑性变形的能力并显示其缺陷的试验;
异型管管压扁试验:将金属管压扁至规定尺寸,检验其塑性变形能力并显示其缺陷的试验;
异型管管扩口试验:将规定锥度的顶心压入金属管一端,使直径均匀地扩张至规定尺寸,检验异型钢管径向扩张塑性变形的能力并显示其缺陷的试验。
异型管一般是使用纯氢退火气氛,气氛 的纯度大于99.99%,如果其他部分是惰性气体,可得到纯度低一点,但不包含太多的氧气、水蒸气。



异型管电阻率:在单位长度立方体材料的两对面之间测量的电阻,单位用Ω/m,μΩ/cm或(已废的)Ω/(circular mil.ft)来表示。
异型管磁导率:无量纲系数,表示物质易被磁化的程度,是磁感应强度与磁场强度之比。
异型管熔化温度范围:确定合金开始凝固和凝固完了的温度。
异型管比热:单位质量的物质温度改变1度所需要的热量。
在英制和CGs制中二者比热的数值相同,因为热量的单位(Biu或cal)取决于单位质量的水升高1度听需的热量。
国际单位制中比热的数值与英制或CGS制是不同的,因为能量的单位(J)是按不同的定义定的。
比热的单位是Btu(1b/0F)及J/(kg /k)。
异型管热导率:物质导热的速率的量度。
在单位截面积物质上建立单位长度上的1度的温度梯度时,那么热导率定义为单位时间传导的热量热导率的单位为 Btu/(h/ft/0F)或w/(m /K)。

那异型管较为常见的分类有哪些呢?
1、异型管按生产方法分类
(1)无缝管--热轧管、冷轧管、冷拔管、挤压管、顶管、焊管
2、异型管按工艺分分类
(1)电弧焊管、电阻焊管(高频、低频)、气焊管、炉焊管
3、异型管安焊缝分类
(1)直缝焊管、螺旋焊管
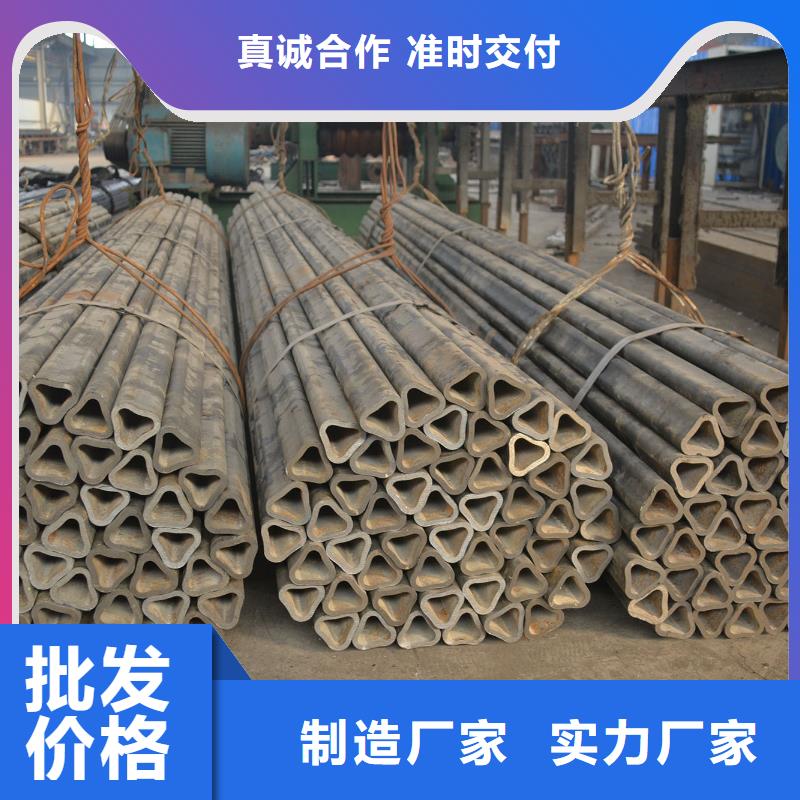
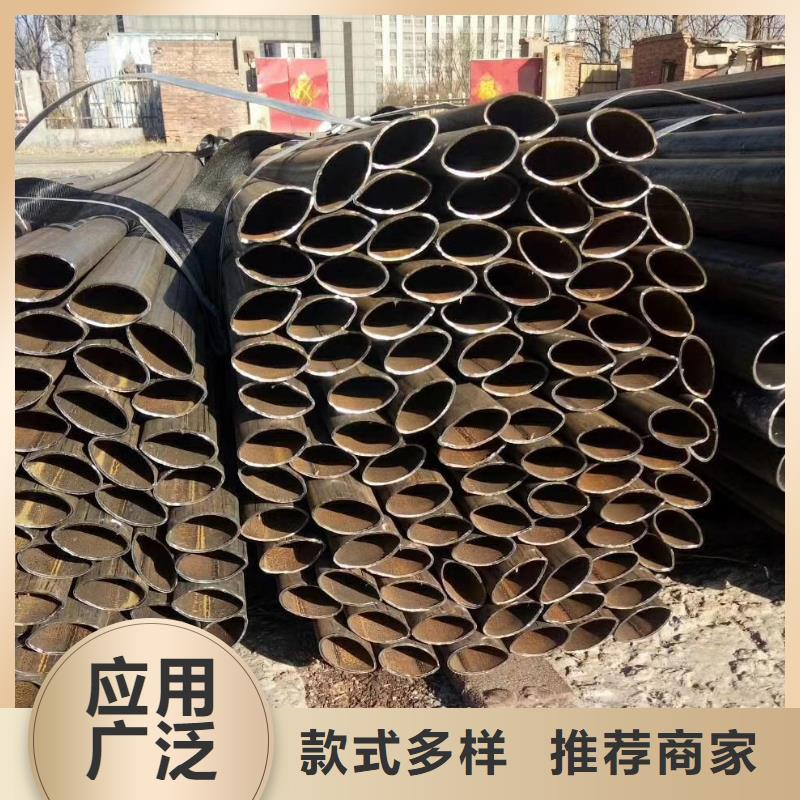
4、异型管按断面形状分类
(1)简单断面钢管
(2)复杂断面钢管
5、异型管按壁厚分类
(1)薄壁钢管、厚壁钢管
6、异型管按用途分类
(1)管道用钢管(2)热工设备用钢管(3)机械工业用钢管(4)石油、地质钻探用钢管(5)容器钢管(6)化学工业用钢管(7)特殊用途钢管(8)其它
了解了异型管广泛的用途和它一些常见的分类后,接下来我们一起了解一下异型管的重量计算公式:
异型管重量计算公式:(边长+边长)X2//3.14-壁厚X壁厚X0.02466
异型管在实际用途中,往往国标的规格有一定的局限性,这就相对应的出现了非标非标异型管,非标非标异型管的规格是为了补充国标非标异型管规格的不足而生产的,并不是说比国标非标异型管质量差。在非标非标异型管的生产中,有的是以国标非标异型管或者圆钢作为管坯生产的,因为销量小,往往价格要高于普通国标非标异型管,但是异型管也有弊端,因为没有固定的标准要求,有的生产商使用二级非标异型管废无缝管或者次品作为管坯,那样价格就便宜多了。所以非标非标异型管往往价格不稳定,产品质量也参差不齐。


其次我们在异型管生产工艺和检测方法上积累了十分丰富的经验,同时建立了一套完善的质量保证体系。目前具备了力学好能测试、工艺好能测试、涡流探伤、超声波探伤及其水压检验等一整套检验、检测手段与高素质的质检队伍。异型管厂家产品多次经产品质量检测中心检测,各项指标均符合 规定标准,产品质量是相当可靠的、具有稳定雄。异型管是种方形体的管型,很多种材质的物质都是可以形成方管体的,它是以钢管为多数,经过拆包、平整集卷曲进而焊接形成圆管,再由圆管轧制成方形管之后剪切成需要的长度。异型管厂家的产品壁厚的允许偏差,当壁厚不得超过公称壁厚的正负,弯角及焊缝区域壁厚是除外的。异型管厂家允许交付短尺与非定尺产品,也是可以接口管形式交货的,但需要人们在使用时应将接口管实现切除。短尺和非定尺产品的重量不超过总交货量的一成,而对于理论重量大的异型管应不超过总交货量的两成。



乐道精密钢管厂家有限公司(漯河分公司)经销批发 凹型管,在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。本公司经销的[关品种齐全、价格合理。乐道精密钢管厂家有限公司(漯河分公司)实力雄厚,重信用、守合同、确保产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。



每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,异型管由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。
异型管成品,根据零件所生产形状,生产部门根据成形工艺规程与机械零件图进行零件制造,然后进行装配。通常不能欣苏设计图直接进行成形加工,而应根据设计图绘制出制造图,再按制造图进行成形加工达。
由于设计图绘制出的是零件成形加工完成后的终状态图,异型管而制造图则是表示在制造过于某一工序完成时工件的状态,两者是有差异的。因此,在加工时需要根据制造图准备合退余局坯料,并进行预定的成形加工。准备好金属材料后,用祷造、锻造、机械加工、热处理等不同的成形加工方法膨翻工。零件成形加工完成后再装配成部件或整机。首先发生阳极溶解的原理进行抛光的一种电化学加工,又称为电抛光。电化学抛光时表面上形成一层薄厚不均的粘性薄膜,此薄膜具有很高的电阻,可以避免试件过渡腐蚀。



