

无论您是初次接触还是已经熟悉,我们的珩磨管液压缸筒用心做品质产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:珩磨管液压缸筒用心做品质的图文介绍


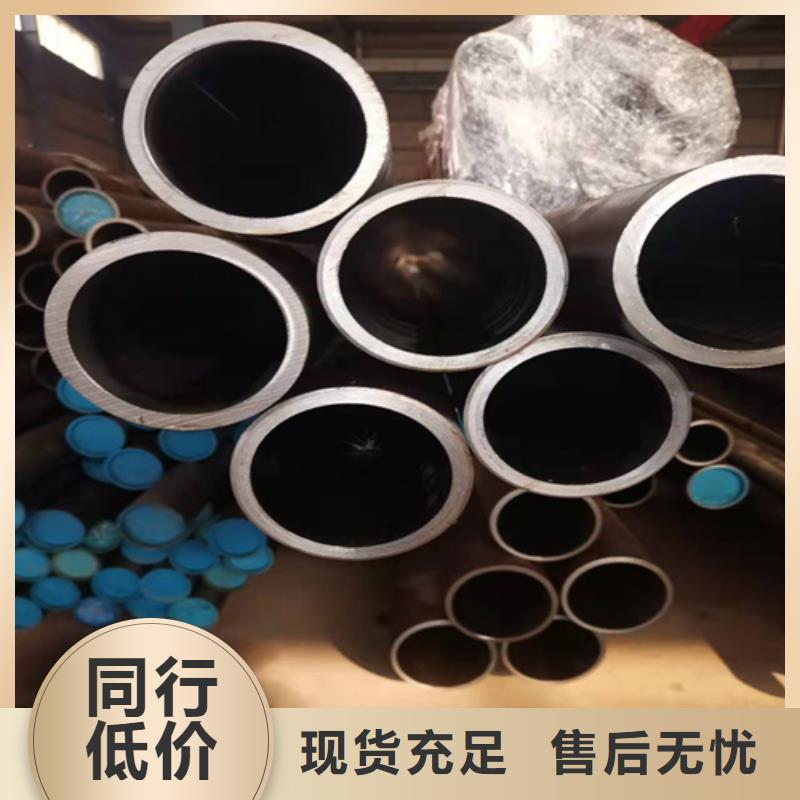
珩磨管加工特点一、加工精度高一些中小型的通孔,其圆柱度可达0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔,圆度也可达0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之外,会产生偏差,小孔加工,磨削精度差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零件端面与轴线的垂直度。二、表面质量好表面为交叉网纹,有利于润滑油的存储及油膜的保持。有较高的表面支承率(孔与轴的实际接触面积与两者之间配合面积之比),因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命。珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热损伤和变质层,变形小。珩磨加工面几乎无嵌砂和挤压硬质层。



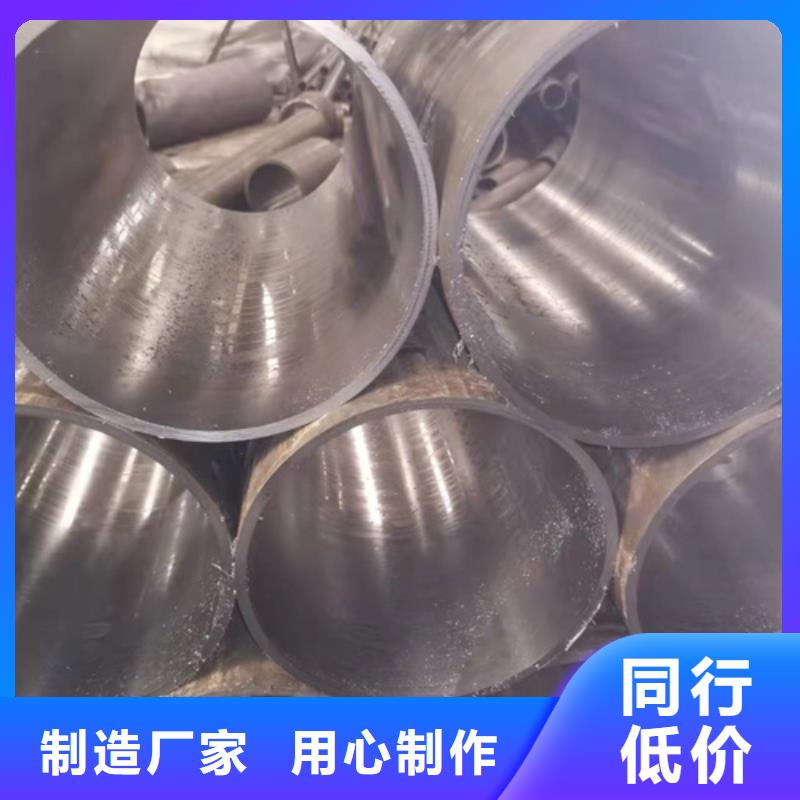
卸前后要设法提供条件防止液压缸的零件被周围的灰尘和杂质污染。例如,拆卸时应尽量在干净的环境下进行,拆卸后所有零件要用塑料布盖好,不要用棉布或其他工作用布覆盖。珩磨管在进行拆卸的时候应该防止损伤活塞杆螺纹、油口螺纹和活塞杆表面、缸套内壁等。为了防止活塞杆等细长件弯曲或变形,放置时应用垫木支承均衡。油缸拆卸后要认真检查,以确定哪些零件可以继续使用,哪些零件可以修理后再用,哪些零件需要替换。对珩磨管制成的油缸缸筒进行滚压,是为了减少珩磨管表面微小裂纹,对裂缝进行封闭,同时还可以提高珩磨管抗疲劳强度。要注意的是,滚压前较好先用浮动镗刀精加工,以此保持滚压前孔壁的光洁度、滚压余量和确保孔的几何尺寸精度。


九冶管业(自贡市分公司)以“品质优先、交货及时、诚信合作、服务完善、共铜发展”的企业文化,愿与您和您的企业一同成长发展,共创美好明天。 感谢各界人士,广大客户给予的关心与支持,我司也将一如既往的以满怀热忱与真诚的态度期待与您的合作,竭诚为您提供完善服务,敬请垂询!期待与您共创双赢、共创辉煌! 我们以“品质优先、交货及时、诚信合作、服务完善、共同发展的企业文化,愿与您和您的企业- -同成长发展,共创美好明天。 感谢各界人士,广大客户给予的关心与支持,我司也将- -如既往的以满怀热忱与真诚的态度期待与您的合作,竭诚为您提供完善服务,敬请垂询!期待与您共创双赢、共创辉煌。




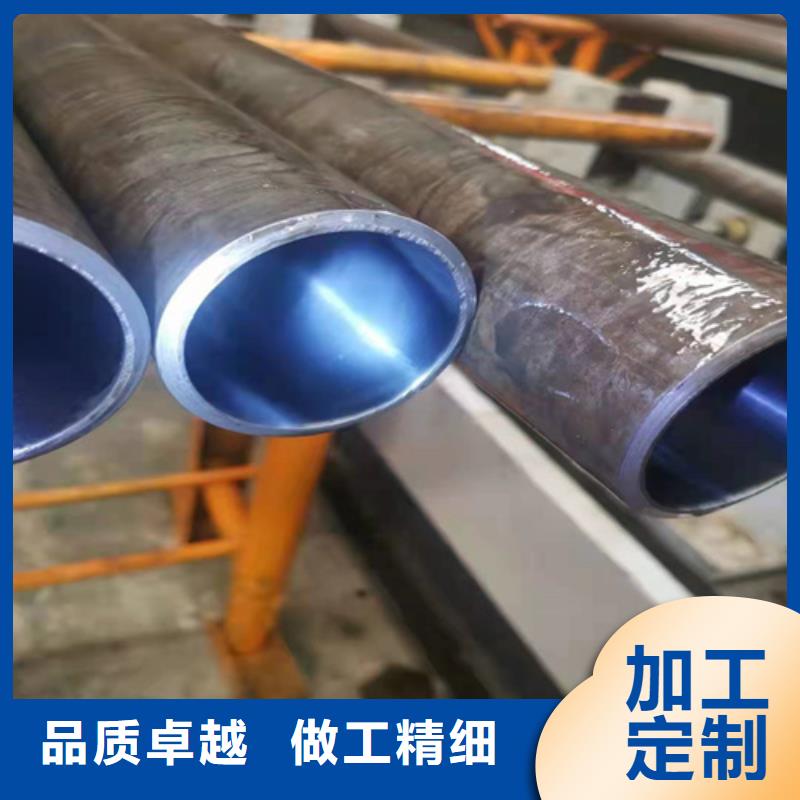
不仅如此,珩磨管的工艺要求海上救护很高的,尤其是一些中小型珩磨管的小孔,其圆柱度可达0.001毫米以内。而对于一些壁厚不均匀的零件,其圆度能达到0.002毫米。但是珩磨管一般只能提高被加工件的形状精度,要想提高零件的位置精度就需要采取一些必要的措施。若是要将库存的珩磨管拿出来加以运用,那么在这之前必须对珩磨管进行适当的加工处理,而清洗则是其中基本的一项。具体的操作要求可以参考以下说明。珩磨管储存的时间久了,其表面也会有污垢积存,因此在珩磨管使用之前一定要进行清洗。而清洗效果如何,除了与清洗方法有关之外,和珩磨管表面加工的状况也有关系,因此洗刷的间隔时间也要根据实际情况来决定。但是一般来讲,用于外部的珩磨管 每年洗刷两次,不仅是为了得到优质的表面质量,也是为了延长珩磨管使用寿命,在实际应用中能发挥更好的作用。


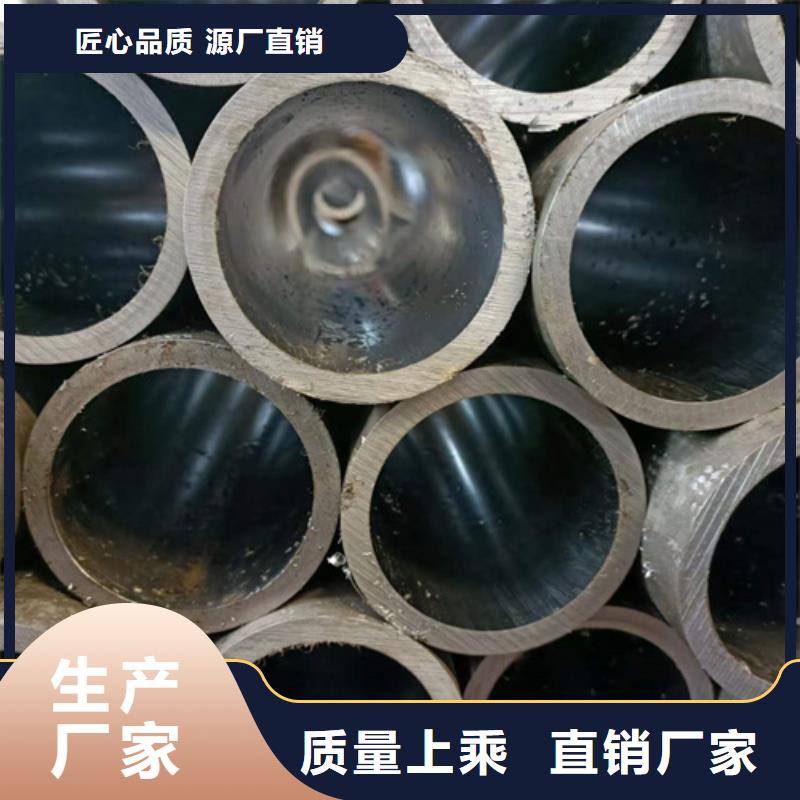
珩磨管是选用无缝钢管制造机械结构或液压设备等,钢管通过冷拔或冷轧处理后的一种无缝钢管。由于其内外壁无氧化层、承受高压无泄漏、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压产品。它的敷设排列和走向应整齐一样,层次分明,尽量采用水平或垂直布管,水平管道的不平行度应≤2/1000;垂直管道的不垂直度应≤2/400。用水平仪检测。较长的管道要考虑措施以免温度变化使管子伸缩而引起的应力。。直到所有焊完以后,還是要搞好清理工作中,并对产品工件开展整修。



