



电气焊_面点专业免费试学视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:电气焊_面点专业免费试学的图文介绍
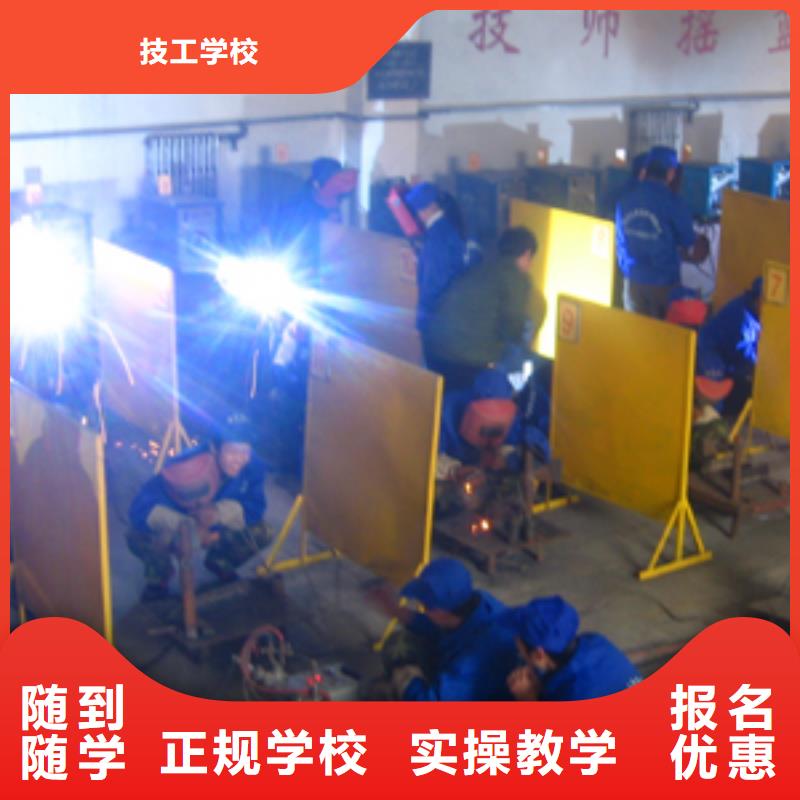
电气焊高级班
主要学习金属材料的分类,金属材料的焊接与切割,焊条的分类、焊条的使用、焊接设备的使用保养和维修,手工电弧焊的平焊、立焊、横焊和仰焊,全位置焊接及固定位置的焊接。
学习对金属材料的对接、角接、T形接和搭接,全部都会应用和施工。焊接、气焊、气割,对金属材料的气焊包括钎焊都能掌握,凡是金属燃点低于熔点的材料,都能准确的进行切割。 学习大型机械铸缸体的焊接,铸铁齿轮牙的补焊、一般铸铁件焊接(包括气焊铸铁、电焊冷焊铸铁)。
学习对燃点高于熔点的金属材料,如不锈钢、铸铁、铜及铜合金、铝及铝合金、高合金难熔钢,我校有空气等离子切割设备,加工手段齐全。
主要学习金属材料的分类,金属材料的焊接与切割,焊条的分类、焊条的使用、焊接设备的使用保养和维修,手工电弧焊的平焊、立焊、横焊和仰焊,全位置焊接及固定位置的焊接。
学习对金属材料的对接、角接、T形接和搭接,全部都会应用和施工。焊接、气焊、气割,对金属材料的气焊包括钎焊都能掌握,凡是金属燃点低于熔点的材料,都能准确的进行切割。 学习大型机械铸缸体的焊接,铸铁齿轮牙的补焊、一般铸铁件焊接(包括气焊铸铁、电焊冷焊铸铁)。
学习对燃点高于熔点的金属材料,如不锈钢、铸铁、铜及铜合金、铝及铝合金、高合金难熔钢,我校有空气等离子切割设备,加工手段齐全。


1、埋弧自动
2、速热自动对接焊
3、超薄金属板材点焊
4、大型船体焊、车体焊、锅炉焊
5、钢材的型号认识与热除理
6、焊条的种类与应用7、冶金学概述
8、焊接缺陷或焊接质量的评估、测定
9、次品的反修工艺
10、项目考察、工程造价评估。
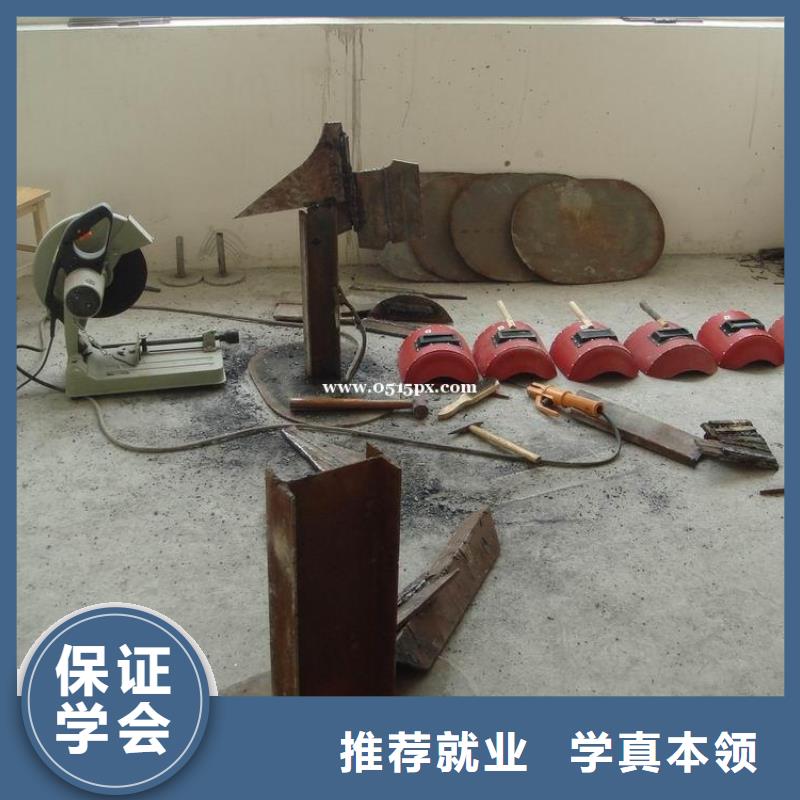
金属成品的三大制作要素是:下料、焊接、验收,其中“下料”是合格产品的重要保障,也是成品加工中最重要的一环。它能直接影响到产品的质量也直接影响着下一程序的能否进行,所以我校为了更好地履行职业技术学校“学以至用”的办学宗旨,特别设置了管工专业,它包括:1、识图、2、放样、3下料、4校对、5分割、6矫正、7组装等重要步骤。通过大量的理论结合实物操作,把焊接前相关的工序全部熟练地理解、掌握和应用。
2、速热自动对接焊
3、超薄金属板材点焊
4、大型船体焊、车体焊、锅炉焊
5、钢材的型号认识与热除理
6、焊条的种类与应用7、冶金学概述
8、焊接缺陷或焊接质量的评估、测定
9、次品的反修工艺
10、项目考察、工程造价评估。
金属成品的三大制作要素是:下料、焊接、验收,其中“下料”是合格产品的重要保障,也是成品加工中最重要的一环。它能直接影响到产品的质量也直接影响着下一程序的能否进行,所以我校为了更好地履行职业技术学校“学以至用”的办学宗旨,特别设置了管工专业,它包括:1、识图、2、放样、3下料、4校对、5分割、6矫正、7组装等重要步骤。通过大量的理论结合实物操作,把焊接前相关的工序全部熟练地理解、掌握和应用。



所以,保护气体应选用氩气和二氧化碳的混合气,氩气的比例为75%,二氧化碳的比例为25%,这种混合气在对车身板件焊接时效果 。
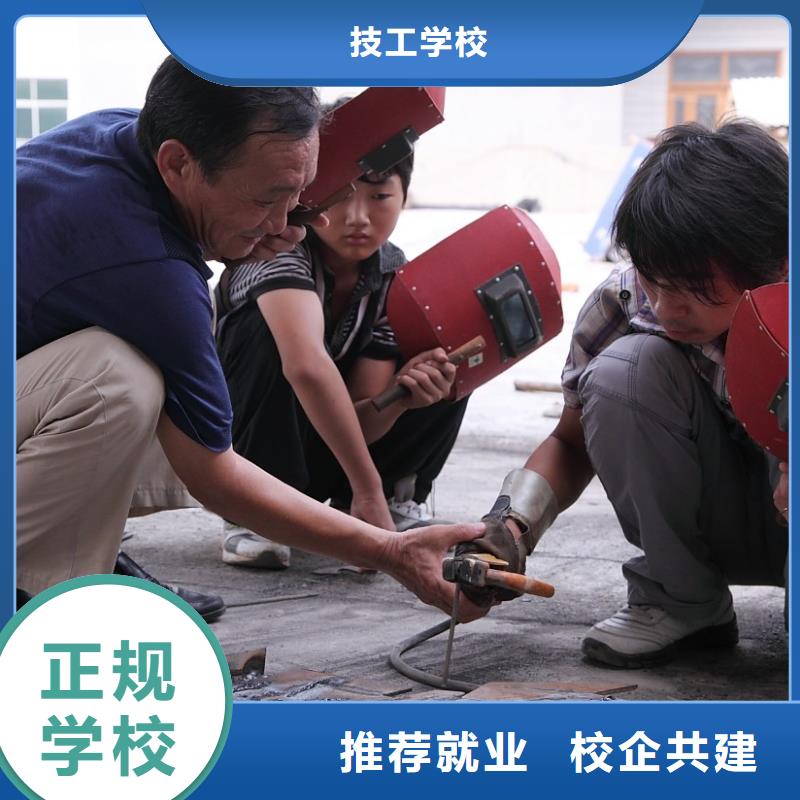
在车身焊接时,要按照制造厂提供的维修手册作业,每个板件所要求的焊接方法各有不同。经常使用的焊接方法有搭接焊、对接焊和塞焊,对车身板件的焊接要注意电流尽量小,能用小电流焊接的不要用大电流焊接。焊接时要采用分段焊接,使每个焊缝都能够得到充分的冷却,以防止板件变形。
二、电阻点焊:
在车身制造中被大量应用的电阻点焊,现在在修理中也逐步开始应用了。
随着汽车材料的发展,有些超高强度钢不能采用气体保护焊焊接。气体保护焊焊接的热量会破坏超高强度钢的内部结构,使其强度降低。所以只能采用电阻点焊来修理。电阻点焊还有一个 的优点是受操作者的影响比较小,只要调整好焊接压力、焊接电流和焊接时间后,每个焊点的焊接质量基本不会发生大的偏差,焊接质量比较稳定。
在车身焊接时,要按照制造厂提供的维修手册作业,每个板件所要求的焊接方法各有不同。经常使用的焊接方法有搭接焊、对接焊和塞焊,对车身板件的焊接要注意电流尽量小,能用小电流焊接的不要用大电流焊接。焊接时要采用分段焊接,使每个焊缝都能够得到充分的冷却,以防止板件变形。
二、电阻点焊:
在车身制造中被大量应用的电阻点焊,现在在修理中也逐步开始应用了。
随着汽车材料的发展,有些超高强度钢不能采用气体保护焊焊接。气体保护焊焊接的热量会破坏超高强度钢的内部结构,使其强度降低。所以只能采用电阻点焊来修理。电阻点焊还有一个 的优点是受操作者的影响比较小,只要调整好焊接压力、焊接电流和焊接时间后,每个焊点的焊接质量基本不会发生大的偏差,焊接质量比较稳定。



湖州技工学校是集工程设计、加工制作、安装施工、售后服务于一体的专业化公司。经过数十年的拼搏,公司规模不断扩大, 在多年的【电气焊】从业中积累了丰富的实践经验,荣获多项荣誉,在业内有着良好的声誉。



CO2气体保护焊:
是用CO2作为保护气体,依靠焊丝与焊件之间的电弧来熔化金属的一种气体保护焊方法,简称CO2焊。
CO2焊的焊接过程:电源的两输入端接在焊枪和焊件上。盘状焊丝由送丝机构带动,经软管和导电嘴不断地向电弧区域送给;同时CO2气体以一定的压力和流量送入焊枪,通过喷嘴后,形成一股保护气流,使熔池和电弧不受空气的侵入。随着焊枪的移动,熔池金属冷却凝固而成焊缝,从而将被焊的焊件连成一体。
保定虎振学校的老师提醒想找焊接培训学校的朋友们,到学校实际考察一下学校的教学规模、教学设备以及师资等情况,然后再做决定。
是用CO2作为保护气体,依靠焊丝与焊件之间的电弧来熔化金属的一种气体保护焊方法,简称CO2焊。
CO2焊的焊接过程:电源的两输入端接在焊枪和焊件上。盘状焊丝由送丝机构带动,经软管和导电嘴不断地向电弧区域送给;同时CO2气体以一定的压力和流量送入焊枪,通过喷嘴后,形成一股保护气流,使熔池和电弧不受空气的侵入。随着焊枪的移动,熔池金属冷却凝固而成焊缝,从而将被焊的焊件连成一体。
保定虎振学校的老师提醒想找焊接培训学校的朋友们,到学校实际考察一下学校的教学规模、教学设备以及师资等情况,然后再做决定。



