




球墨铸铁管件 :球墨铸铁管浇注 在中频感应炉中熔化,铸铁排水管 温度不必太高,温度达到1480 ℃时即可出炉, 铁液在包内应停留一段时间进行镇静, 视工件大小不同可在1380 ~1410 ℃之间进行浇注。
第二:炉衬 采用酸性或碱性炉衬均可, 炉衬的配比、打结、烘干和烧结均按常规工艺进行。
第三: 装料 一般按正常顺序加料, 先将灰生铁、钼铁等难熔铁合金装入炉底,铸铁排水管 而后将废钢等按照下紧上松的原则装填( 有助于塌料) 。
第四:出炉温度 高铬铸铁的熔点比一般铸铁高, 约为1200 ℃, 出炉温度约为1500 ℃,铸铁排水管 熔炼选用中频感应电炉。
第五: 脱氧 待金属炉料全部熔化并提温至1480 ℃后, 再加入锰铁、硅铁及铝进行脱氧。
第六: 送电熔化 将电炉功率调至 进行熔化, 由于Cr 的熔炼损耗较大( 约5 % ~15 %) ,铸铁排水管 故铬铁应在 加入, 通常是待废钢全部熔化后加入烤红的铬铁



硅:在碳当量不变的条件下,适当降低含硅量,有助于降低产生石墨漂浮的倾向。
(3)稀土:稀土含量过少时,碳在铁液中的溶解度会降低,铁液将析出大量石墨,加重石墨漂浮。
(4)球化温度与孕育温度:为了提高镁及稀土元素的吸收率,国内试验研究表明,球化处理时适当的铁液温度是1380~1450℃。在此温度区间,随着温度升高,镁和稀土的吸收率增加。
(5)浇注温度:一般情况下,浇注温度越高,出现石墨漂浮的倾向越大,这是因为铸件长时间处于液态有利于石墨的析出。A.P.Druschitz与W.W.Chaput研究发现,若缩短凝固时间,随着浇注温度升高,石墨漂浮倾向降低。
(6)滞留时间:孕育处理后至浇注完毕之间的停留时间太长,为石墨的析出提供了条件,一般这段时间应控制在10min以内。
铸铁排水管,柔性铸铁排水管,柔性铸铁排水管厂家


建鑫金属材料(福州市分公司)以“质量放心,客户至上、交货及时, 排水沟价格合理,服务周到”为宗旨为广大客户提供 排水沟产品及服务,本着诚信经营的原则,赢得了广大新老客户的好评。多年来,我们凭借科学的管理和严格的检验制度,确保 排水沟产品的质量,与各地多家客商建立了稳固的供货关系,欢迎广大客户来电咨询与参观。





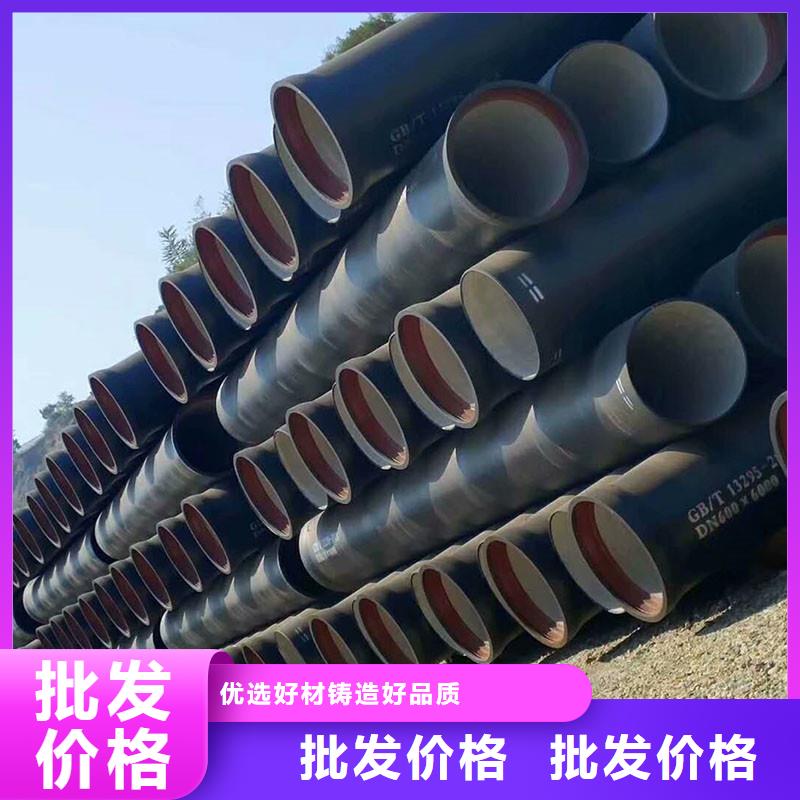
铸铁管主要是连接方式的不同,分为W,A,B型。
W型无承口铸铁排水管及管件系列产品是依据GB/T12772-2008《排水用柔性接口铸铁管、管件及附件》标准生产的。在安装施工中采用不锈钢柔性管箍连接。具有抗震性能好、施工简便、易检修、使用可靠、美观耐久等优点。
A型柔性接口铸铁排水管及管件系列产品,是依据GB/T12772-2008《排水用柔性接口铸铁管、管件及附件》标准生产的。其在安装施工中采用柔性法兰及密封胶圈连接。具有抗震性能好,密封性强,施工简便,便于维修,使用可靠等优点。
B型柔性铸铁排水管及管件系列产品是依据GB/T12772-2008《排水用柔性接口铸铁管、管件及附件》标准生产的,综合了W型和A型铸铁排水管优点。直管部分采用了W型无承口铸管,管件采用双法兰结构。这种连接组合既有A型结构连接强度高和安装便捷得优点,又因采用W型直管而降低了材料成本,加之B型管件设计结构较为紧凑,较A型管件节约安装空间。


