

想要直观了解流体管-厚壁无缝钢管厂家工艺先进产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:流体管-厚壁无缝钢管厂家工艺先进的图文介绍

工艺流程概述
热轧(挤压流体管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。
冷拔(轧)流体管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
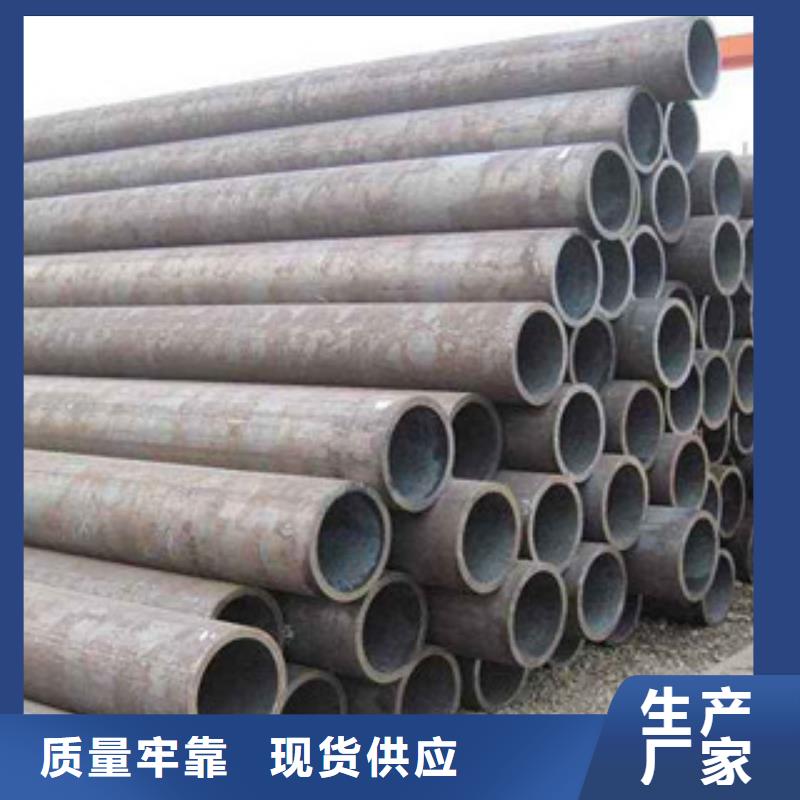
中国无缝管网调查队获悉:流体管是一种具有中空截面,从头到尾的没有焊缝的钢管。是专门用于输送具有流体性质介质的管材。具有流体性质的介质,除了如水、油、溶液等液体介质以外,水泥,粮食,煤粉等固体介质,在一定条件下也可以流动。可以用钢材制造,也可以用铜,钛等有色金属制造,甚至可以由塑料等非金属材料制造。

结构用流体管扩径工艺要求
1、初步整圆阶段。扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,结构用流体管得到初步圆。
2、名义内径阶段。扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是结构用流体管质量要求的成品管内圆周位置。
3、弹复补偿阶段。扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是工艺设计要求的弹复前结构用流体管内圆周位置。
4、保压稳定阶段。扇形块在弹复前结构用流体管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。
1、初步整圆阶段。扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,结构用流体管得到初步圆。
2、名义内径阶段。扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是结构用流体管质量要求的成品管内圆周位置。
3、弹复补偿阶段。扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是工艺设计要求的弹复前结构用流体管内圆周位置。
4、保压稳定阶段。扇形块在弹复前结构用流体管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。


在冶炼控制严格的情况下,多出现第三种情况,其控制措施为:
1、提高45#结构钢管的塑韧性:提高钢水的洁净度,减少有害夹杂;增加连铸坯等轴晶比例,减少中心偏析和中心疏松;采用合理的冷却制度,避免铸坯内部出现内裂纹;对下线铸坯或连轧坯采取缓冷工艺,减少内部应力,从而保证管坯和成品45#结构钢管的组织和力学性能满足技术标准要求。
2、合理控制加热温度:通过测定热塑性曲线,选择 的加热温度。管坯加热还要注意有足够的保温时间,以降低变形抗力和提高45#结构钢管塑韧性。
3、降低轧辊转速:轧辊转速是穿孔工艺的关键参数,轧辊转速由低向高变化过程中,存在一个开始出现分层的临界轧辊转速。轧辊转速较低时,管坯容易形成孔腔;轧辊转速较高时,管坯和45#结构钢管容易形成分层缺陷。为了管坯和45#结构钢管分层缺陷,应把轧辊转速降低到开始出现分层的临界轧辊转速以下。
1、提高45#结构钢管的塑韧性:提高钢水的洁净度,减少有害夹杂;增加连铸坯等轴晶比例,减少中心偏析和中心疏松;采用合理的冷却制度,避免铸坯内部出现内裂纹;对下线铸坯或连轧坯采取缓冷工艺,减少内部应力,从而保证管坯和成品45#结构钢管的组织和力学性能满足技术标准要求。
2、合理控制加热温度:通过测定热塑性曲线,选择 的加热温度。管坯加热还要注意有足够的保温时间,以降低变形抗力和提高45#结构钢管塑韧性。
3、降低轧辊转速:轧辊转速是穿孔工艺的关键参数,轧辊转速由低向高变化过程中,存在一个开始出现分层的临界轧辊转速。轧辊转速较低时,管坯容易形成孔腔;轧辊转速较高时,管坯和45#结构钢管容易形成分层缺陷。为了管坯和45#结构钢管分层缺陷,应把轧辊转速降低到开始出现分层的临界轧辊转速以下。



钢兴钢管 (抚州市分公司)目标:“为广大客户提供更多的 流体管咨询平台和购买平台,让客户安心购买放心使用 流体管”。 公司理念:“服务体现价值”。为客户提供良好的售前售后服务和保障,并以“客户的需要就是我们不断的追求”为基础。不断的完善,提高 流体管产品质量以便更好的服务于客户。



