



想要更直观地了解激光切割机_【3000w光纤激光切割机】性价比高产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:激光切割机_【3000w光纤激光切割机】性价比高的图文介绍
华宇诚数控科技有限公司(衡阳分公司)自创立以来,一贯坚持以“科技是di yi生产力”的理论为导向,以品牌战略为先导,以完善的工艺和对品质的孜孜追求,推出 1500w光纤激光切割机产品。部分产品已经通过CQC认证、CCC认证、CE认证,企业通过ISO9001质量体系认证和ROHS环保认证。



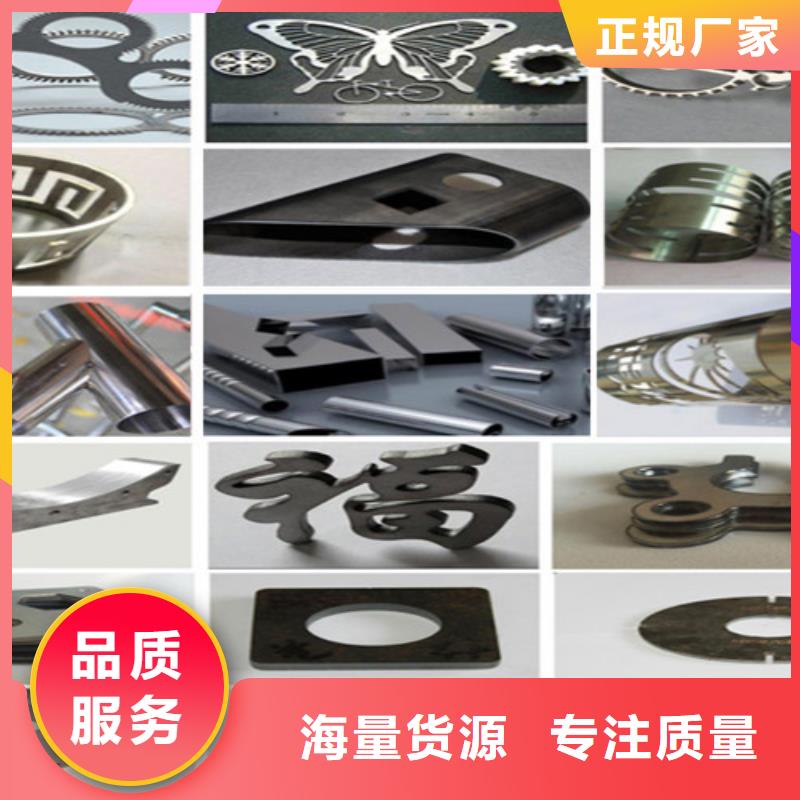
金属激光切割机与其他切割工艺之比较 与其他热切割方法相比,同样作为热切割过程,别的方法不能象激光束那样作用于一个极小的区域,结果导致切口宽、热影响区大和明显的工件变形。金属激光切割机能切割非金属,而其它热切割方法则不能。
(1)水切割。可切割许多金属材料,但费用很高。
(2)等离子切割。切割速度明显快于氧乙炔切割,但切割质量较差,切边顶部呈圆头状,切边明显起波浪形,还要防止电弧产生的紫外线辐射。它稍优于激光切割机之处在于适合切割较厚钢板和对光束反射率高的铝合金等。
(3)锯切。切割薄金属,其速度明显比激光切割慢,而且激光作为一个灵活的无接触、仿形切割工具,可从材料的任何一点开始切向任何方向切割。这一点,锯切是难以做到的。
(4)复杂零件分段冲切。一般情况下,冲床经常要冲切比模具尺寸大得多的工件,有些工件还很复杂,这就导致切边呈许多小贝壳状刃口,需要第二次预备性加工整修。另外冲头会形成比激光切割机宽得多的切口,产生大量铁屑。
(5)模冲。大量生产零件用模冲方法成本低,生产周期短。但它对设计上的变化的适应性很差,新的模具需要长时间设计,造价高,对中、小规模的生产来说,激光切割的特点就会充分显示。另外,激光程控切割便于工件紧密编排,节省材料,而模冲则需要每个工件周围预留材料。
(6)电加工。一般,有利用电腐蚀或熔解效应的电火花和电化学加工两种方法,用于坚硬材料的精细加工,切口粗糙度较好,但切割速度要比激光切割机速度慢几个数量级。
(7)氧-可燃体(如乙炔)切割。这种方法主要用于切割低碳钢,由于它热输入影响大,切割速度低,很少被用来切割20MM以下要求尺寸的材料。



数控激光切割机的几种加工管材方法 常用的数控激光加工机床主要有2种形式:悬臂式和龙门式。悬臂式机床的特点是加工过程中,整个筛管不动,激光切割头沿工件轴线方向做高速移动,切割效率高。机床悬臂为铝合金板材焊接成的框架结构,强度和刚度高,可避免高速移动时运动惯量过大、光斑漂移等弊病:龙门式机床的特点是激光切割头不动,筛管相对于激光切割头进行同转分度和沿轴线方向移动。机床整体刚度好,激光输出稳定。由于筛管长商重,位移速度慢,装卸难度也较大。复合筛管割缝加工常用的是悬臂式机床.
筛管割缝激光加工机床与常规板材数控激光切割机床相比的不同在于它的夹紧分度机构、筛管支撑和拖动装置。夹紧分度机构主要完成加工过程中筛管的旋转和周向定位,筛管支撑和拖动装置主要完成筛管的拖动以及防止筛管的悬伸变形,通常需要用数控激光加工机床来进行加工的。
管材的布缝规律是:在轴向,各割缝以一定轴向距均布在筛管同一母线上,形成一列缝,整根筛管均布着几十列割缝。
1.将管体装在支架上,一端由旋转定中器支撑,另一端由数控旋转头夹紧,保证管轴和机床x轴平行;
2.调整激光切割头,使切割头光轴位于过管轴的垂直面内,并使切割头气体喷嘴位于管体点处;
3.在机床Z向移动切割头,使焦点位于穿孔位置上,并调整切割头喷嘴与筛管表面的距离到预设值:
4.将筛管逆时针旋转a角a等于梯形缝锥度的I/2),使缝隙的一个梯形面处于竖直位置,切割头向左平移δ=(D/2)Sina-△(D为筛管外径,△是一个工艺调整值,与筛管壁厚、激光输出功率等有关),保证切割头上喷嘴到筛管表面距离保持不变:
5.利用脉冲光在割缝端点打孔将筛管穿透,然后,激光由脉冲变为连续,焦点变化到切割位置,切割头沿筛管轴线方向切割,加工出梯形缝的一个梯形面:
6.切割到设计缝长后。套管顺时针旋转2a角.切割头向左平移2δ,然后沿回程切割出另一个梯形面,加工完成一条完整的梯形缝:7)按照同样的操作,周向复始,便可完成整根筛管的加工。
管材激光切割采用以上介绍可以解决宽缝等多种技术难题,与传统机械加工相比具有加工效率高、加工精度高、加工范围广等优点。


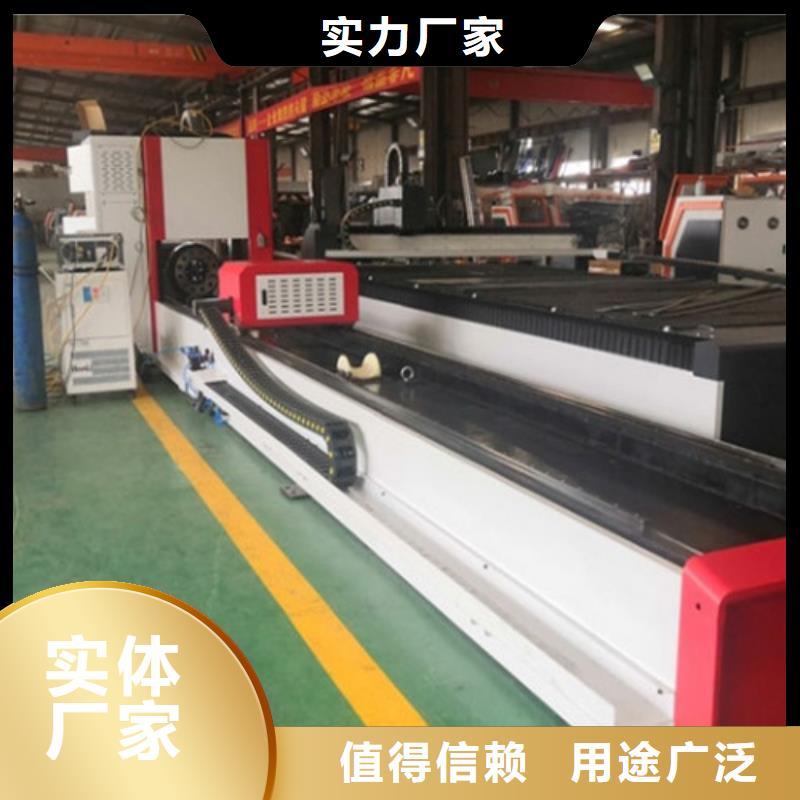
虽然说光纤激光切割机是现在的激光切割设备,但是并不是切割所有的金属材料表现都一样。每种金属材料都有自己的特性,对激光的吸收也是不一样的,下面我们针对几种常见的金属材料了分析光纤激光切割机的切割性能。
光纤激光切割机
光纤激光切割机切割不锈钢材料的表现
不锈钢金属材料是应用得非常多的一种材料,各个领域都能见到,但是对于一些特殊的行业,比如医疗工业对产品的精度要求非常的高,光纤激光切割机就能解决这个问题。医疗工业基本都是对不锈钢薄板进行加工,基本对0.5mm厚的304不锈钢的切割速度可以达到20mm/min能够达到的切割效果。如果采用40w的HM激光器以及采用辅助气体可以达到1.5M/min的切割效果。
光纤激光切割机切割铝材料的表现
金属铝也是比较常见的工程材料,塑造性比较好,材料比较轻,所以应用的行业也是比较多的。但是金属铝的特性跟其他的材料不一样,对激光的吸收比较高,所以采用光纤激光切割机切割铝材的时候还是比较困难的,一般切割2mm的铝材料还是可以的,但是速度相对要比较慢。
光纤激光切割机切割高放光金属材料的表现
高放光激光材料一般我们常见的包括铜、黄铜、银、和金等等,这些材料有着极好的导电性以及高反射行,对于光纤激光切割机来说属于比较难切割的材料,一般切割1-2mm厚也还是可以的,但是对镜片的消耗会比较大。
光纤激光切割机切割金属钛材料的表现
金属钛材料可能大家见的比较少,它对比工程应用还是比较多的,对于光纤激光切割机来说还是比较容易切割的,但是在切割过程中,我们要注意确保切割边缘不受氧化保证切边的质量。
经过以上的对比,大家可以根据自己的需求来决定购买光纤激光切割机是否适合自己,避免不必要的开销损失。



切割技术不断改进,而光纤激光切割成为目前本行业前进的技术之一。光纤激光切割技术仅在近3到5年内出现。虽然很多公司刚开始了解此技术,但也开始意识到光纤激光切割和较普通的二氧化碳激光切割之间的差异。
热能切割方法主要包括火焰、等离子和激光切割技术,其中激光切割可实现更好的切割质量,尤其是对于直径和厚度比小于1:1的精细特征和孔切割。这样一来,激光切割技术成为本行业中 适合要求严格精细切割的方法。
而在激光切割的范畴中,光纤激光切割获得很多的关注,因为它既提供了二氧化碳激光切割可实现的速度和切割质量,而且维护和操作成本显著降低。所以这使得光纤激光切割前景良好,许多专家相信它会很快代替其他的激光切割系统。
光纤切割的主要优势
二氧化碳激光切割技术中,二氧化碳气体是产生激光光束的介质。然而,光纤激光是通过二极管和光纤电缆进行传输工作的。光纤激光系统通过多个二极管泵浦产生激光束,然后通过挠性光纤电缆传输至激光切割头,而非通过反射镜传输光束。这样有很多优势,首先是切割床尺寸。气体激光技术中反射镜必须设定在一定的距离内,和其不同,光纤激光技术无范围限制。而且甚至可以将光纤激光安装在等离子切割床的等离子切割头旁边,二氧化碳激光切割技术无此可选件。同样,在和同等功率的气体切割系统比较时,由于光纤弯曲的能力使得该系统显得更加紧凑。
光纤切割技术重要且有意义的优势应该就是其能效性。凭借光纤激光完整的固态数字模块、单一设计,光纤激光切割系统拥有高于二氧化碳激光切割的电光转换效率。对于二氧化碳切割系统的各个电源单元来说,实际一般利用率约为8%至10%。而对于光纤激光切割系统来说,用户可以期望更高的电源效率,大约在25%至30%间。换句话说,光纤切割系统整体消耗的能源比二氧化碳切割系统少约3至5倍,使得能效提高至大于86%。
光纤激光具有短波长的特性,从而提高切割材料对光束的吸收性,而且使得能够切割如黄铜和铜以及非导电性材料。更加集中的光束产生较小的焦点和较深的焦深,这样光纤激光可以快速切割较薄材料以及更加有效地切割中等厚度材料。切割厚至6mm的材料时,1.5kW光纤激光切割系统的切割速度相当于3kW二氧化碳激光切割系统的切割速度。因为光纤切割的运行成本低于普通二氧化碳切割系统的成本,所以这可以理解为输出量提高而商业成本降低。
同样存在维护的问题。二氧化碳气体激光系统需要定期维护;反射镜需要维护和校准,谐振腔需要定期维护。另一方面,光纤激光切割解决方案几乎不需要任何维护。二氧化碳激光切割系统需要二氧化碳作为激 体,由于二氧化碳气体的纯度问题,谐振腔内会污染,需要定期清理。对于一个数千瓦级二氧化碳系统来说,此项每年至少花费2万美元。另外,许多二氧化碳切割需要高速轴流涡轮机输送激 体,而涡轮机的需要维护和翻修。 ,和二氧化碳切割系统相比,光纤切割解决方案更加紧凑,并且对地球的影响小,所以需要更少冷却,而且能源消耗明显降低。
较少的维护和较高能效相结合使得光纤激光切割和二氧化碳激光切割系统相比,排放较少的二氧化碳,而且更加环保。采用光纤激光切割的注意事项
采用光纤激光切割时需考虑的几点重要事项。首先是护眼。光纤激光系统发出的光波长对眼睛有害,所以必须采取护眼措施。由于该技术出现仅不到5年时间,所以强烈建议进行有关适当的系统操作和的综合培训。很多操作工都没有使用光纤激光切割的切割经验,所以应通过对操作光纤切割系统进行好的初始培训来弥补缺乏的经验。
另一项需要注意的是要切割的材料。虽然光纤激光切割机擅长切割大部分材料,但是其不能用于切割丙烯酸类或聚碳酸酯类材料,而且仅能切割有限应用领域中的木质或纤维材料。同时,对于确定何时使用光纤激光切割来说,要切割材料的厚度是一项很重要的因素。较厚的材料需要更大的功率切割,而这些情况下,激光切割可能并非是很好的选择。此时可以正好利用将光纤激光安装在等离子切割头旁边的功能。在快速、便捷切换至等离子切割前,操作工可以使用光纤激光切割要求公差小的较薄材料。甚至可以使用2种不同的切割方法切割同一零件。例如,操作工可以选择使用等离子切割零件的外部,然后使用光纤激光切割内部形状。
, 将评定综合激光切割设置需要的零部件以及如何购入各零件也考虑进去。装备有激光电源、气体操作台、激光切割头以及高度控制器、数控(CNC)和切割控制程序的系统将实现一体化解决方案宝贵的效益。凭借综合解决方案,购买和集成光纤激光系统的过程变得不那么复杂。考虑筛选出已事先确定切割参数,优化专用于切割的系统,从而在接通电源后立即开始切割。

