




衬胶管道施工步骤:
1) 由于管道内壁及法兰面需衬胶,打磨精度要求高;
2) 成品管二次安装时,由于内壁已衬胶,不得在管道及设备上动火、加热、敲打;
3) 法兰面衬胶处容易受到损坏,运输、吊装保护困难;
4) 管道法兰连接,且穿过楼板孔洞,组对困难。
5) 调整段位置选择正确、预留量适宜,过长浪费材料。
由于衬胶管道需进行二次安装、水压试验时的一次连接组对,共三次相连,螺栓有三次紧固,人工使用量大,必要时,采用气动扳手进行紧固。


纵横机械制造(龙岩市分公司)生产的 钢衬塑复合管质量良好,种类繁多,规格丰富,将凭借良好的信誉,合理的 钢衬塑复合管价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互助!




衬胶管道施工步骤
1) 衬胶管道为底压管,管路规格大,
2) 工作职责包含:管材当场拼凑联机(DN≤600时选用制成品管材)、电焊焊接、法兰电焊焊接、打磨抛光、预安装、打压试验、衬胶管道、制成品件二次安装。
3) 衬胶管道全选用法兰式联接,电焊焊接、打磨抛光劳动量大,制做精密度规定高;
4)一部分管路规格大,安装工作的高宽比高,登高作业量大,隐患大。
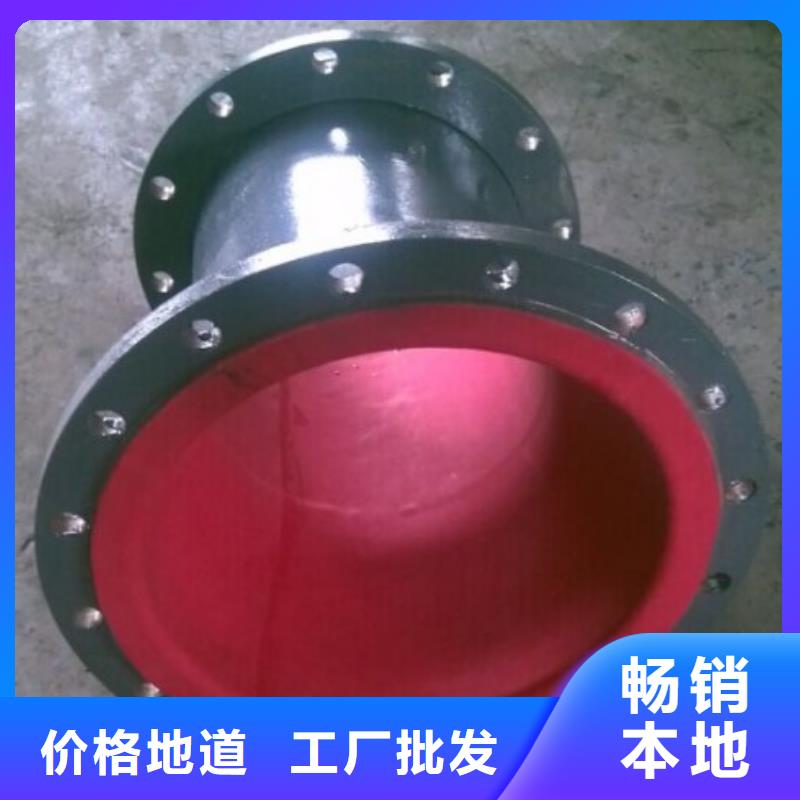
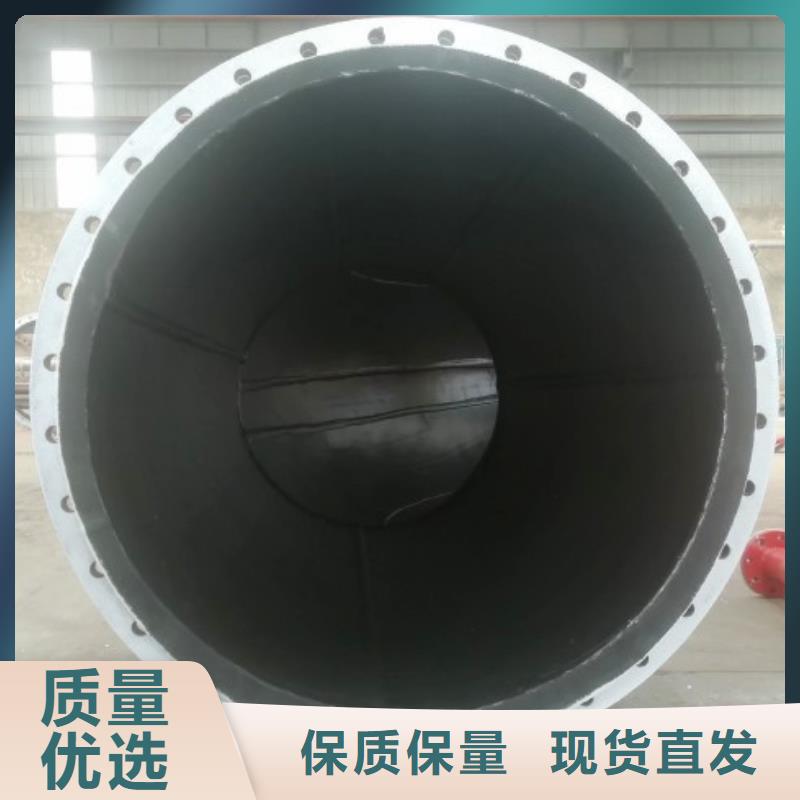
衬胶管道外界应用高品质无缝钢管做为管路行为主体,里衬抗腐蚀、耐热、抗磨损的高品质硫化橡胶,历经抛丸除锈、擦抹胶浆、橡胶板迎合等人力制做工艺流程后管路行为主体基础竣工,还剩较为关键的流程为高溫、髙压硫化,它是生产制造衬胶管道不可或缺的生产流程,硫化度操纵在120-150度,工作压力3-5CPA,硫化時间12小时,自然,伴随着硫化的時间不一样,调节,做到较为佳硫化情况,硫化进行后不能马上取下硫化后的产品工件,需当然减温到40度上下时才能够 取下产品工件,那样硫化实际效果比较好,硫化橡胶与无缝钢管做到较为佳迎合情况,硫化橡胶的特性也是较为佳情况。


衬胶管道的胶料的贴合:1、胶料贴合时应用干净的垫布卷起来,顺次送入设备内。2、胶料粘贴时一般选择压轮滚压法,当胶料在设备的表面铺放并将垫布抽出后,既可选用压轮从胶料的中部开始滚压,务使胶料下面夹着的气体依次往两边赶净,压辊移动幅度为100~200mm,每次压滚部位应相互重合1/3左右,压滚用保持用力均匀的往返滚动。由于压轮上有印花,所以滚压后在胶料上留有印痕,未压倒的部位较易用肉眼随时发现。为保证质量,一般先把胶料划分成格,滚压一格并检查后再进行另一格的滚压操作。在贴衬转角及搭边部位时,应先滚压转角与搭边部位,然后滚压其他部位。压轮滚压法具有操作环境良好、消篨隐患、使用工具简单、提高贴合质量的优点,但施工速度较慢以及劳动强度大。
为什么说衬胶管道是时代领跑者?因为随着生物化学工程的建设发展,衬胶注重于功能应用的多方面扩展和未来建设的投入。衬胶设备防腐也随着工业话的发展,优于普通涂料的高酸防腐涂料,防腐耐酸碱导热系数高。外部保护内部低聚合物的形成熔点低,新技术和材料的发展更适合在高于常温的环境下正常运行。衬胶设备、衬胶管道到广泛用于海水,污水,酸碱化学水,地埋水箱式衬胶,冷却塔衬胶,管道衬胶,使用寿命在十年以上。内衬层耐腐蚀高导热耐温,长时间内耐磨耐高温不发生基板与衬里的裂纹,在高温烟道,设备内外壁,石化裂变设备,发动机部位都能发挥其重要性能。
“以人为本、诚实守、开拓进取、回报社会”是公司的宗旨。“科技为先、质量为上、诚为本、满意为标”是公司奉行的原则。为你提供高品质的衬胶管道,公司花巨资引进先進设备及工艺;技术力量雄厚;检测设备齐全;质保体系完善.深受國內外客户欢迎.企业以质量第壹,誉至上为经营原则.以务实创新向上为企业精神,在企业发展的同时,竭诚希望与客户建立合作伙伴关系,共创繁荣!



