




想要了解数控等离子切割机1500w光纤激光切割机国标检测放心购买产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:数控等离子切割机1500w光纤激光切割机国标检测放心购买的图文介绍


数控等离子切割机的型号有哪些?如何选择?数控等离子切割机的型号有哪些?一般而言不同的数控等离子切割机的型号都是厂家决定的,所以你需要根据自己选择的厂家,来看看到底有什么型号的切割机,当然,像是数控系统这样的东西一般都是相同的,例如上海交大的数控系统,型号的话,可以在“信尔切割机产品大全”里面查找适合自己的切割机型号。那么,如何选择合适的数控等离子切割机型号呢?数控等离子切割机的型号有哪些?人们都有一个普遍的概念,利用数控设备可以获得高精度、效率高。在同类设备中,进口设备和档次高布置的设备精度更高,生产效率更高。但是,数控火焰和等离子切割机却完全不这样做。在数控火焰切割和等离子切割中,断续宽度受到断续等诸多因素的影响,所以无论设备本身的精度有多高,被它切割的零件精度,误差一般在±0.5mm左右,而且误差比设备本身高出几个数量级。即便是斥巨资进口的数控等离子切割机,也不过几百万元。这是由火焰或等离子切割方式决定的,不可避免地无法达到其他数控设备如数控车床的高加工精度。换句话说,不管是6级还是8级,这个装备本身的精度都不是那么重要。从生产效率的角度看,切割速度的快慢完全取决于板材厚度、零件数量、氧气纯度和气体质量等因素,以火焰切割为例,设备的行走速度需要满足和适应切割技术的要求。换句话说,切割效率与设备本身没有直接关系。当然,数控等离子切割机表现出了相当高的精度和效率,但这并不是大众所具有的提高机床加工精度和效率的概念,而是与人工切割相比。从以上分析可以看出,各厂家生产的数控等离子切割机在切割精度和生产效率上没有明显差异。即使是小到万元的小型数控,与进口的昂贵大型数控相比,加工零件的精度、粗糙度和生产效率也没有明显的差别。因此,由于机械加工技术的这种局限性,对于原本只能做粗加工的设备和加工中枢等精加工设备,一味追求所谓的档次高布局,提高加工精度和效率是不科学的。比较贵的装备不是制造装备,而是那个装备是档次高装备。衡量一台设备是否档次高,评价的依据不是所使用的设备是否昂贵,而是设备的可靠性和使用效果(其加工产品的精度、粗糙度和生产效率)。对于这样的设备,在满足各道工序的切割要求后,系统追求的要点是:要有一定的技术含量。数控下料的切割环境较差,粉尘较大,温度变化较大,设备运行过程中存在振动,因此系统的可靠性非常重要。硬件和软件的性能可以很好地满足切割的各种工艺要求。方便的图形输入,良好的操作性能,符合中国国情,使现场操作人员的操作和维护更加方便。它具有很好的可操作性。例如,焊枪有各种必要的移动定位和控制关键操作。数控等离子切割机本身就是粗加工,客户在选择的时候,一定要保证对产品的精度没有很高的要求。线切割电火花加工的精度比较高,但切割速度比较慢。有些客户不一定会想到切割机和电源的问题。 切割机保证了切割精度,但电源保证了切割厚度、坡度、毛刺和塞子等问题。因此,在进行选择的时候,你需要注意的是,准确率是不是够高?通常情况下,钢材的比较大切削长度和宽度。这样你就可以选择你需要的产品。



华宇诚数控科技(綦江区分公司)始终秉承“用户就是上帝”和“满足 1500w光纤激光切割机用户的需求就是我们的追求”的经营理念;切实以“精益求精”作为我们科技创新、持续发展的潜在动力,“您选 1500w光纤激光切割机产品就是选客户”是贵我两司业已达成的共识,我们诚恳期待并相信能与所有客户和同仁实现互利共赢,共创美好未来。

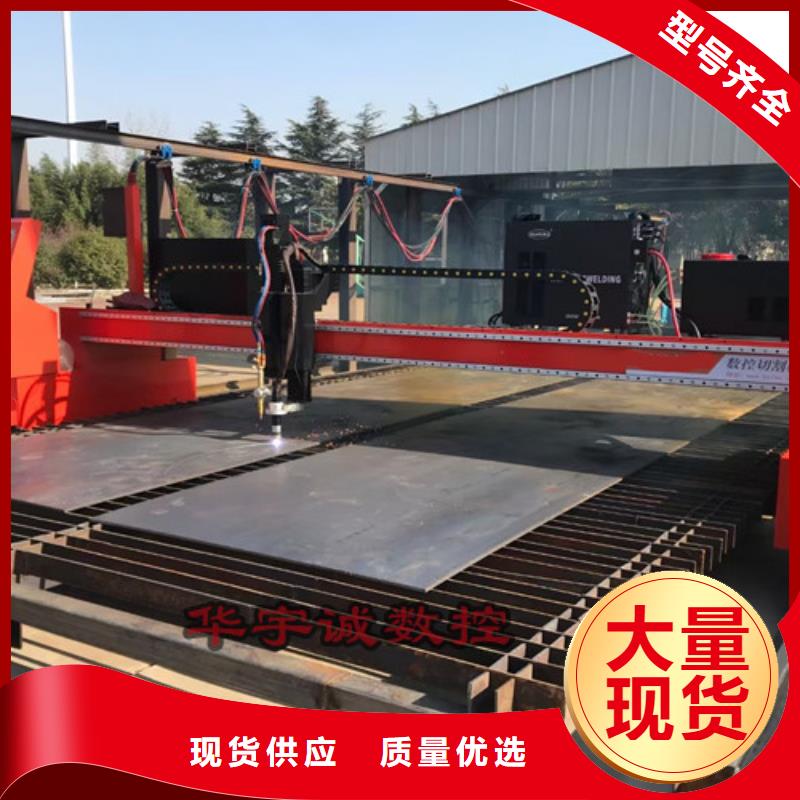
数控等离子切割机1500w光纤激光切割机国标检测放心购买


数控等离子切割是集数控、等离子和逆变电源技术于一体的高新技术,相对数控火焰切割具有切割速度快、效率高、切割面质量好、切割尺寸、工件热变形小等优点,在铁路、船舶、航空和机械制造等制造业中得到广范应用。目前,制备车间有两台数控等离子切割设备,主要用于长大配件、形状复杂的异形工件的切割下料,尤其是在当前公司小批量多品种订单较多的生产形势下,数控等离子切割的优势愈加明显。本文主要针对数控切割过程中出现的常见质量问题进行原因分析,并提出了解决和控制措施。1.数控等离子切割的工作原理数控等离子切割是以高温、高速的等离子弧为热源,以压缩气体为工作介质 , 通过被压缩气体电离形成高温、高速的等离子电弧 , 将被切割的金属或非金属局部熔化(或蒸发),同时用高速、高压气流将已熔化的金属或非金属“吹离”基体而形成狭窄而光洁切口的一个过程,如图1所示。图片图 1 数控等离子切割示意2.影响数控等离子切割的因素分析与控制措施数控等离子切割常见的质量缺陷有:穿孔缺陷、切割变形、熔渣、断面倾斜以及波纹等。而在实际生产中影响切割质量的因素主要有:切割程序代码、原材料平面度及内应力、起收弧缺陷、切割速度、切割顺序、弧压高度等,这些因素控制不当都会产生质量缺陷,因此如何采取控制措施质量缺陷是我们需要解决的主要问题。(1)切割程序代码 数控等离子切割是通用数控程序代码来实现产品加工的,因此程序代码的正确与否,直接影响产品切割质量。在车间以往的切割生产中,曾发生过因程序代码错误和错误调用产生的质量问题。控制措施:解决这一问题就要从源头上加以控制,一是增加数控程序的校核过程,确保切割代码正确性;二是建立程序和图纸的资源库,减少因多次编制造成的错误概率增加;三是对程序进行统一编号,规范管理,如:利用物料代码的性对程序进行编码,可以避免因程序调用错误产生质量问题。(2)原材料的不平度和内应力 原材料的不平度和内在应力,对切割质量的影响非常大。目前车间使用的大部分原材料在切割前都要经过预处理线抛丸除锈和底漆喷涂,尤其是2~8mm的卷板,在经过抛丸处理以后,内部应力分布不均匀,板材会产生不同程度的变形,影响数控等离子切割的尺寸精度。控制措施:针对原材料不平度和内应力,可以在切割前,对原材料增加一道校平工序,进一步释放板材内在应力,一般将板材的平面度控制在≤2mm/m2,能够有效保证切割产品质量。(3)起收弧缺陷 起收弧缺陷是等离子切割件中常见的切割缺陷。起弧缺陷一般是由板料不平、工件切割过程中发生变形或位移,起弧线、补偿值设置不合理等原因造成的。由于板料不平,工件和母板脱离时会向下掉落,掉落瞬间会被等离子流灼伤,造成起弧缺陷。控制措施:根据实际情况设置提前收弧时间,使工件掉落时刚好停弧或者在编程时去掉引出线。另外对于工件切割过程中发生变形或位移,产生的起收弧微小缺陷可以通过设置四分之一圆弧的起收弧线来弥补。(4)切割速度 切割速度主要是影响切割断面的斜度和波纹。切割速度加快会导致切口斜度变大,过快会在切口处出现波纹和毛刺,甚至会无法切透或断弧。切割速度过慢也会出现毛刺,并会使切缝变宽,影响工件尺寸与质量,降低了切割效率。控制措施:数控等离子切割不同厚度的钢板时,需选择不同型号割嘴和耗材,同时也对应着不同的切割速度和切割参数设置。附表是本人针对精细等离子切割机整理的常用板材选择割嘴和切割速度。精细等离子常用板材切割速度图片(5)切割顺序 切割顺序的选择对于保证切割质量也非常关键。尤其是在多种配件数控套裁下料时,切割顺序的选择将影响整张板材的成品率。在车间D11配件生产中,就出现了因切割顺序选择不当造成母材变形产生位移,使后续产品无法完成切割情况。控制措施:切割顺序选择应遵循先内后外,先小后大的原则;即先切割工件内轮廓,后切割外轮廓;先切割母材中面积小的零件,后切割大尺寸的零件,可使尺寸大的零件周边的材料质量变轻,有利于减小大尺寸零件切割时产生的热变形偏差;此外,在能保证的切割质量的前提下,应尽量选择近的切割路线。(6)弧压高度控制 弧压高度是指在切割过程中等离子割炬与工件表面的高度距离,弧压的高度主要会影响工件切口的断面质量,因此弧压控制也很重要,控制不当会导致断弧或熔切不透。控制措施:在实际切割过程中 ,调整割炬高度与电弧压力:割炬高度一般应在 3~6mm 之间,根据实际板厚与板料的不平度情况微调割炬高度与电弧压力,在其他因素不变的情况下可减小切口的斜度,改善切口质量,减少断弧率,达到更加理想的效果。、3.结语综上所述,根据数控等离子切割工艺的特点和规律,通过采取得当措施就可减少切割缺陷、控制切割质量。总之,数控等离子切割机的切割质量控制除了以上提到的因素外还有其它影响因素,需要我们在实际操作中总结经验并不断改进。随着数控技术自动化、柔性化、集成化、高速化的发展,我们相信数控切割技术的应用会越来越广泛,而数控等离子切割技术也将会越来越完美。



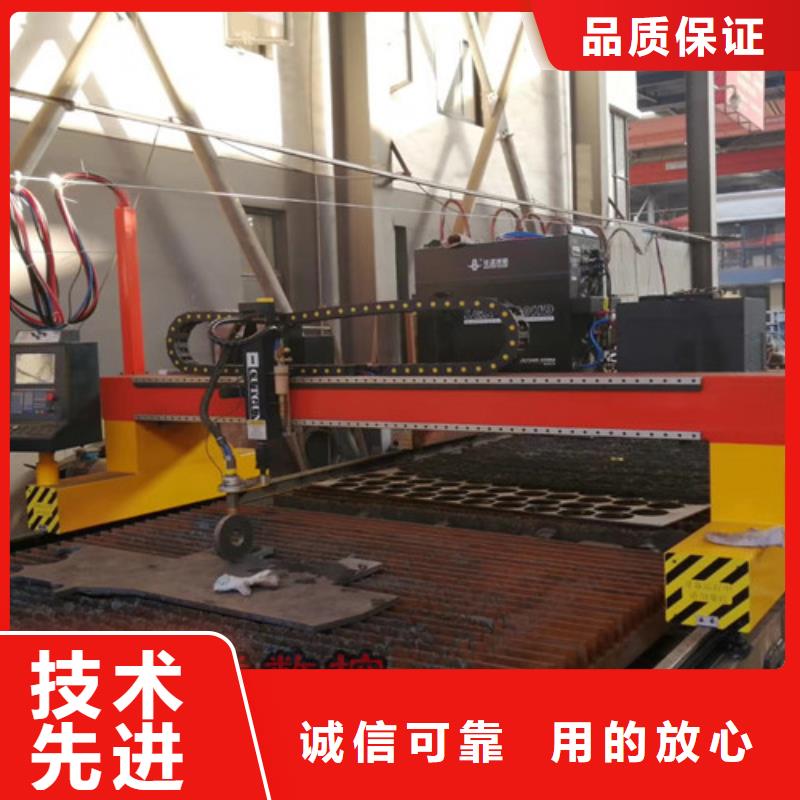
数控等离子切割机系统具有的优势
专用数控系统应用于等离子弧切割,相比火焰切割将存在质的不一样,很多用户都不明白这点。业内人士都晓得切割专用数控系统关于切割零件的轮廓速度控制与切割技术的需求永远是对立的。
切割技术通常需求对于所切割的零件轮廓速度要相同,可是又为了确保机床的切割平稳又必须在各个角落处进行减速、加快操作,然后会带来在角落处的切割质量降低。
关于火焰切割,因为切割速度是十分慢的,所以对各个角落处的切割质量影响不大,而关于等离子弧切割,跟着切割速度越大,各个角落处的切割质量就越差,特别薄板切割就愈加显着了,所以关于数控系统就提出了更高需求。
在切割前进行角落处速度预处理,依据角落线段的相交角和系统参数"离心加快度"以及当时设定的切割速度来归纳计算角落处应减到的速度,然后尽量保持切割速度。就象开车,在不一样大小的转弯处,采纳不一样的速度,而国内大多数系统没有角落处速度预处理功能,因此用户能够很简单依据角落的速度改变来判别系统的好坏。

