



想要真正了解绕筋机钢筋笼盘丝机安心购产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
以下是:绕筋机钢筋笼盘丝机安心购的图文介绍


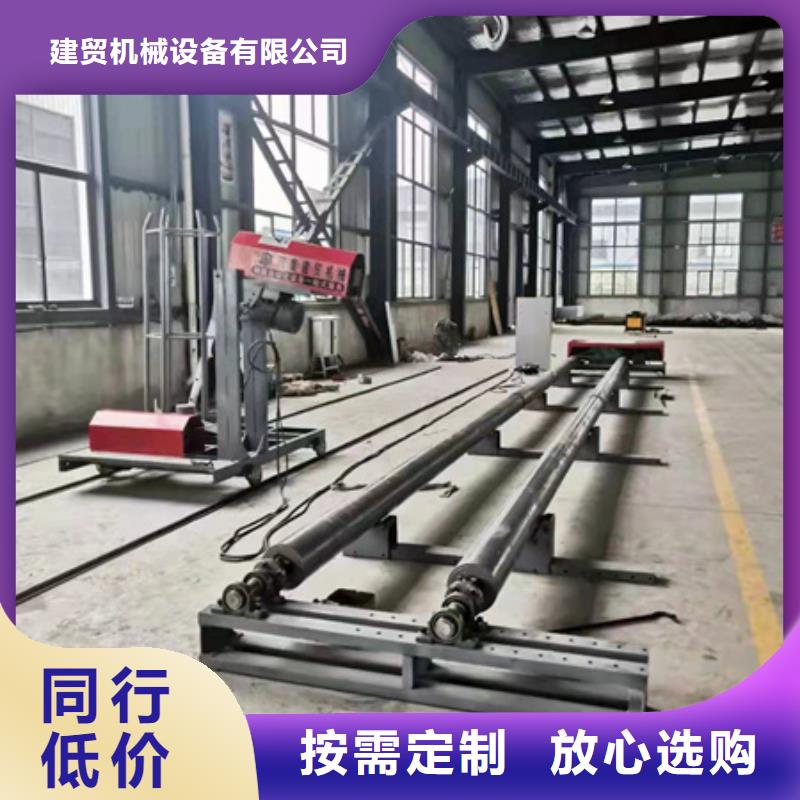
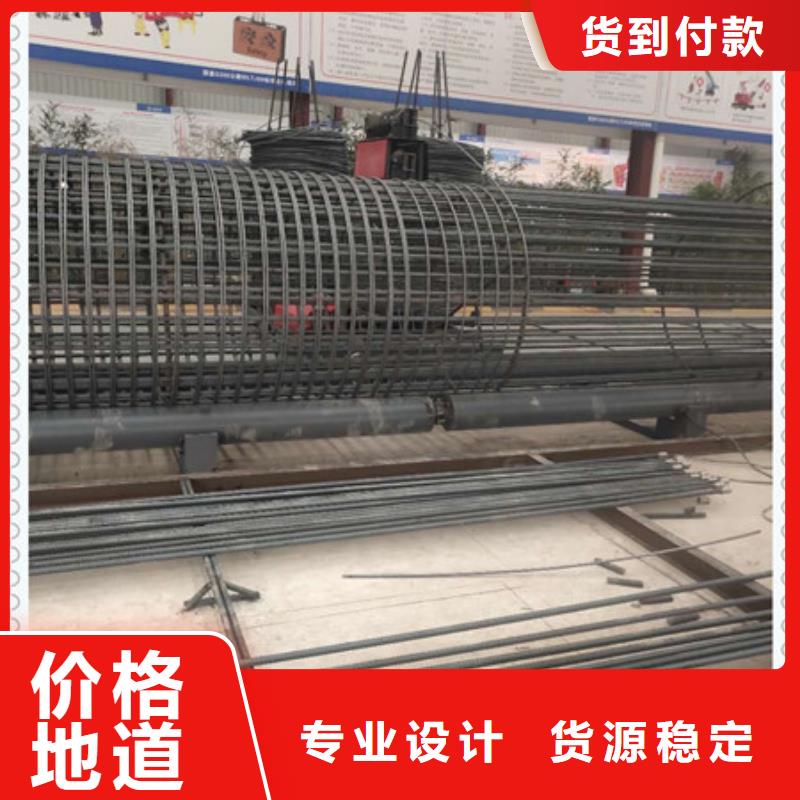
可生产双盘筋、双主筋高要求钢筋笼产品滚焊速度根据操作手的熟练成度从低到高可任意CO2气体、焊丝、焊条等就近定点采购套筒连接及对焊连接的主筋可直接上设备生产设备操作简单、人性化 2、自动焊接,焊点,减轻劳动强度。加工区面积至少30米x50米 3、变频控制拖笼机构,行走精度高。每班3人即可正常生产钢筋笼绕筋间距范围:50到450mm可任意 4、自动托笼设计,避免焊接中因笼子自重其弯曲变形。滚焊速度根据操作手的熟练成度从低到高可任意一米之内盘筋间距误差可控制在5mm以内箍筋Φ5到16mm(盘筋直接作业)盘电机及电机电源电缆采用坦克链式保护每班3人即可正常生产钢筋笼 5、自动上料装置,加快上料速度,提率。 6、模板采用模板环加导管组合,可快速更换笼子直径和变换笼子主筋根数。钢筋笼直径误差控制主筋Φ12到40mm每班3人即可正常生产钢筋笼 7、平立辊式矫直装置,矫直效果好,寿命长。 8、控制:PLC、屏、变频器。钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。



建贸机械设备有限公司(东莞分公司)始终秉承“一言九鼎,重如泰山的经营理念,以“求新、开拓、合作、共赢为企业价值观,以“忠诚、团结、自强、自律为员工价值观,志存高远、脚踏实地,为了成为技术过硬的 钢筋弯曲中心制造商而砥砺奋进!


绕筋机分析线钢筋滚笼机在使用中故障问题:1、钢筋滚笼机刀片的刀床,容易形成弧面。其主要是床面短,刀刃端伸出长达22.5mm。由于刀刃过长,就难以克服冲切产生的横向压力,也就是说,刀刃伸出越长,床面支撑点承受的压力就越大。2、钢筋滚笼机的床面中心没有退屑槽,在更换刀片时,床面、特别是中心位置,容易沾有碳化皮,铁屑等杂物夹在里面,使钢筋切断机刀片与床面的局部或四周形成空隙,冲切时刀片就产生横向摆动,导致床面逐渐形成拱弧面,刀刃崩裂,有时切6?mm钢筋切不断而夹口3、钢筋滚笼机润滑不良,钢筋切断机刀片的刀座上下滑动容易磨伤,有时被卡死在里面不易打下来,主要原因,是刀座的两条横油槽相距宽,而冲切形成只有5mm,中间有20mm钢筋切断机刀片的刀座得不到足够的油,特别是两侧,不能往返,耗油多4、钢筋滚笼机刀片损耗大,单刃、双刃刀片利用率不高。有时新刀片用不到一两个小时就崩个大口子。


