



想要探索弯弧加工_42CrMo钢管切割市场行情的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:弯弧加工_42CrMo钢管切割市场行情的图文介绍
广东宏钜天成钢管有限公司设备先进技术力量雄厚,公司本着平等互惠、诚信守约的原则、科学的质量管理体系。公司坚持以市场为导向,牢记“品质保证、信誉至上、价格优惠、服务至上”的经营理念。通过努力,已为各类客户提供了高质量的 无缝钢管产品和完善服务,使公司保持了稳健的发展势头。朝着“立足全国,面向世界”的发展目标不断迈进!公司营销部设在经济开发区辽河路东首兴隆钢管市场,竭诚欢迎广大新老客户来电莅临指导,洽谈业务。



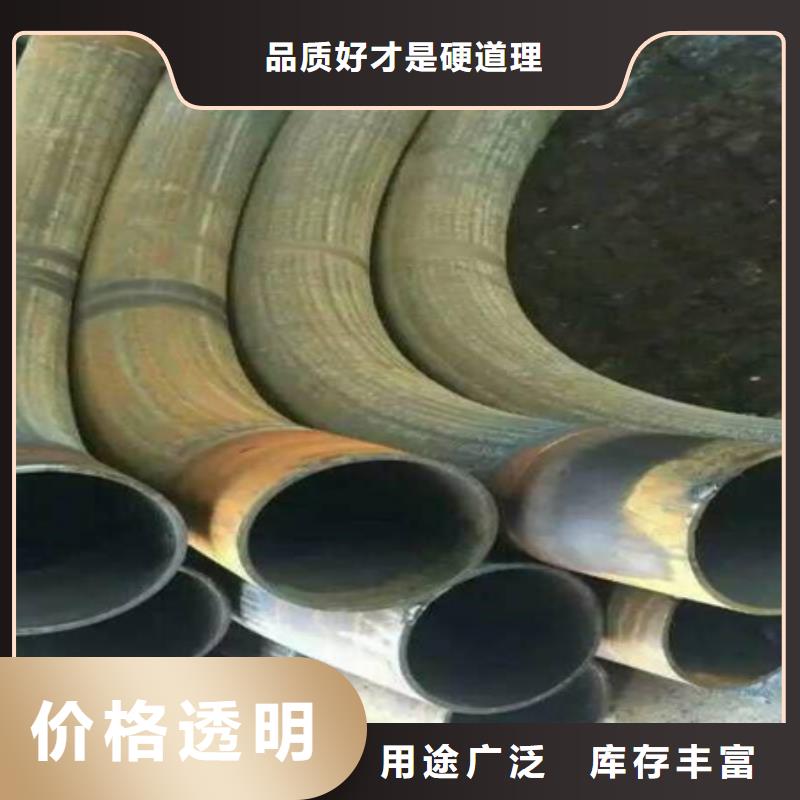
弯弧加工弯曲方法加工怎样完成的目前的弯头加工通常采用弯曲的方法加工,生产过程中使用的设备多为通用机械压力机和液压机,有时有效使用专用弯曲压力机,弯头加工通常使用该液压设备,该设备用三辊轧机确定圆三点,有效地使平板连续弯曲,使两个驱动辊和压力机.
在弯头加工时,调节生产中的中压辊的上下位置,使其与驱动辊的相对距离在一定程度上有效变化,产品的实用化正在迅速提高。
目前使用的弯弧加工加工设备在玻璃成形机械领域解决了加工中的火焰温度,解决了控制问题。
如今了解到弯弧加工加工设备,包括壳体左侧顶部和底部与支撑板固定连接,由于支撑板数量为两个,可以方便地调节装置弯弧加工的直径,减少大量的人力物力,提弯弧加工高调节效率,从而有效提高弯曲管机械的工作效率,以至在实际应用中发挥出独特的优势,因此满足了应用需求。
在加工弯头时,对弯曲有一定的要求。
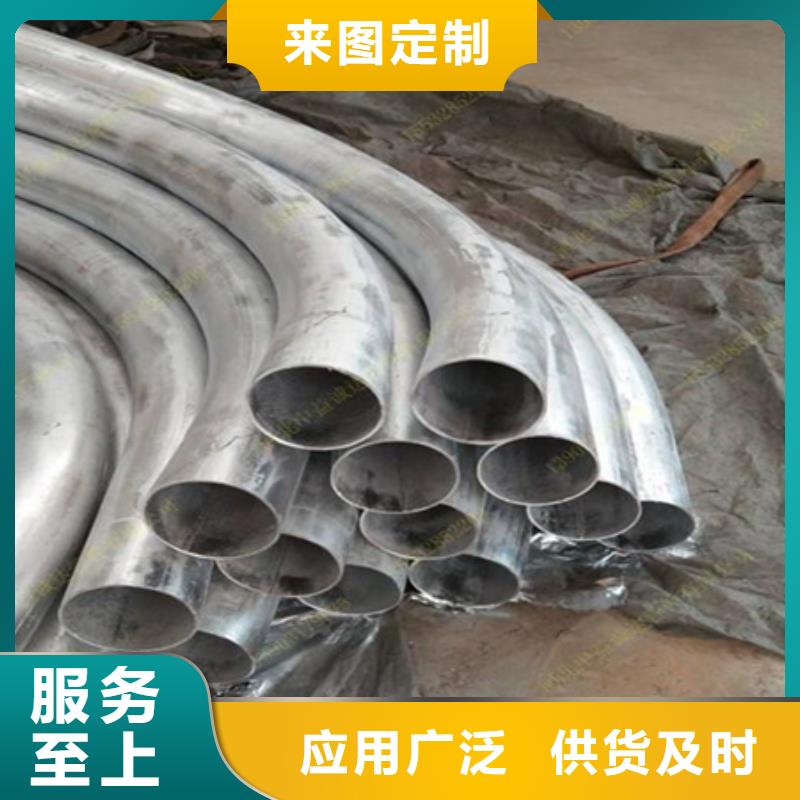
并在加工弯弧加工过程中,有效降低了生产成本,由于不需要特殊设备,因此特别适合,现场加工大弯头其中的管道加工设备,如今的弯弧加工机,其设置在机床上的弯弧加工加工设备结构,设置在机床上的送料装置,机顶一端设有顶圆筒,其中弯弧加工加工设备结构的工具,用于在插入管状构件之后,以固定管状构件的心轴,并固定到气缸的活塞杆上,目前具有许多优点和效果,已得到了实际的应用。
现在使用的导向式新型弯头加工设备,气缸基座固定在壳体的尾部,气缸体安装在气缸基座上,气缸芯安装在气缸体上,导轨沿轴向固定在底盘的上表面的两侧,支架的底部能够移动到导轨上导轨固定在手推车地板上表面两侧的垂直导轨上,与导轨平行的调节螺钉固定在滑车底板上,端盖安装在滑车外壳的前侧和后侧,活动通过轿车主轴,现在的导向新型弯头加工能够实现自动进给。



测试管道设计的实施方案比较简单快捷。但便捷的根源在于管道和弯管、管接头等库比较充足。今天我们就一起来看看生成管路和弯管的条件,各位管路工程设计人员可以根据自己的实际情况建立属于自己或者企业的管道和弯管库吧!
一、转化成管道标准
1.绘图2个圆的手稿,各自取名为“直径”和“公称直径”
2.该手稿取名为“管路手稿”
3.拉申一个长短,该“常规-拉申”改成“拉申”,规格取名为“长短”,留意拉申方位。
4.绘制完毕后选择横截面,绘制圆形手稿,输入与名义直径相同的规格,并命名名名为Filtersketch的名义钻石
二、 转化成弯管标准
1.绘图一定位点弧形,标视角“90”取名“钣金折弯视角”,标半经“R值”取名为“钣金折弯半经”,该手稿取名为“弯管弧形”。
2.选一基准点绘图一个圆,标直徑“φ值”取名“直徑”,并精准定位。
3.应用“扫描仪特点”,并“抽壳”,维持壁厚,即“靠外”抽壳。
4.选前边绘图的2个“点”,撤出并选二点转化成节点,留意点的挑选,及值。
5.显示信息特点规格。
接管和弯管是管路系统软件中基础的2个零配件,搞好后也要在引出来管路的常规零件中设置管路节点,明确联接方位及分辨管道直径的规格型号规格。
设计方案时,在装配线上将常规零件装进并储存,鼠标右键节点“刚开始管路”根据访问寻找接管和弯管,有可能要点一下过虑,分辨到后刚开始绘图三d手稿,进行后发布编写情况,储存设计方案結果。弯弧加工



在进行热处理之前,可以对其进行探伤准备,如果有缺陷应提前维修,磨损后弯弧加工的管壁不能小于公称壁厚,如果弯弧加工加工是必要的,应适当记录,实际上,弯头加工有多种方法,由于管道的原材料和材料不同,选择加工方法时也存在很大差异,但所有弯头加工过程的终目的是相同的,并保证弯头的质量。
那么,当弯弧加工机的液压系统泄漏时,当弯弧加工机的液压系统泄漏时,可以减少油管接头的数量,整合控制阀,防止系统漏油,为了减少整流时的液压冲击和机械振动,尽量延长整流时间,弯弧加工机要定期检查,定期维修及时处置,防止泄漏的发作,其外部原因是由于油液不足而引起的。


加热炉环形弯弧加工制造加工工艺伴随着加热炉商品自动化技术生产技术的发展趋势,及其对生产率提升的规定,绝大多数超低温一部分环形管产品的生产制造,将由相对性自动化技术程度高的环形管生产流水线来进行,这对其配置的弯管机器设备明确提出高些的规定.基本生产流水线弯管机一般只具有R/D=1.3~1.5弯管的冷弯弯的制,针对R/D更小的小R弯管一般在环形管直段一部分提升加工工艺焊缝,选用预弯、挤压成型、铸轧的方法生产制造小R弯管,再将小R弯管与环形管拼凑的生产制造加工工艺,因而该传统式生产制造加工工艺成本增加、高效率低。



