




河畔水利机械厂(邯郸分公司)始终坚持“重品质,重信誉,合作共赢”的原则。不断完善创新 卷扬启闭机厂家,以科学的管理方式,高素质的职工队伍,先进的 卷扬启闭机厂家设备,完善的检测手段及周全的售后服务,赢得了广大用户的好评



对双向受压的铸铁闸门,顶部及底部均应置楔紧装置。
⑸门体和门框的支承面用轧制或挤压的铝铁青铜条制成,并应牢固地安装在经加工的门框和门体的槽中,以保证在门框与门体的使用期间保持原位而不发生变形、松动现象。门体和门框上经加工的凹槽在安装支承条之前应涂一层防水粘结剂,以保证水密性,支承面应经精加工。
⑹推力螺母
推力螺母每座闸门的推力螺母要求足够的设计余量, 以承受在 运行水头下开启或关闭闸门时所产生的推力,小系数为5。推力螺母用球铁制造。
⑺螺杆及门连接杆
螺杆及门连接杆的尺寸应满足于由正常操作力而产生应力时,螺杆及联接杆无纵向弯曲或 性变形,螺杆及联接杆的设计力应不小于在电机停车条件下电动车启闭装置输出推力的1.25倍。螺杆及联接杆应采用实心的不锈钢材料制作。
螺杆由圆钢制成梯形螺纹,其精度达到7e级标准,螺纹长度比门体行程高度加长200mm,闸门处于关闭位置时,螺纹超出启闭机螺母50mm,丝杆总长度超过5000mm时,需作分段加工,其接头采用圆钢加工成内圆孔,并用圆钢铰制螺栓将丝杆和接头固定。接头用固定工装加工,可与相同规格的丝杆互换配合。丝杆总长度超过4000mm时,需增设轴导架



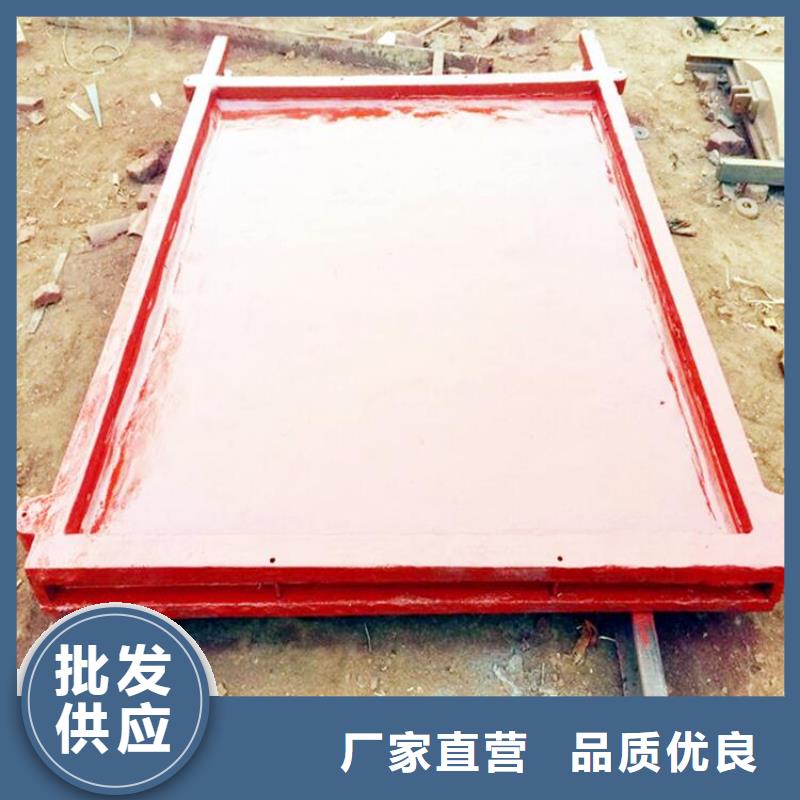
铸铁闸门外形尺寸及安装尺寸 规格型号 口径 安装尺寸(mm) 配启闭机(t) 使用水头 重量(kg)
1、铸铁镶铜闸门安装前,要首先检查竖框与横框之间、闸板与闸板之间(指多块闸板组合的闸门)的连接螺丝,是否在运输装卸中引起松动,它们的接茬是否错牙,要调整成一个平面,检查闸板与闸槽的间隙,保证闸槽与闸板的间隙不大于0.08mm,如有间隙可以调节闭紧装置。上紧各连接螺栓。
2、安装时闸门整体竖入预留槽,在两边立框的下面垫上调整垫(严禁垫下横梁),两立框用手动葫芦和斜拉立稳,将闸门找直找平,各地脚孔内串上地脚螺栓,调节好闸门的位置,支好模板进行二期浇注。
3、浇注混凝土时,流进闸板、闸框、斜铁、挡板间的灰浆应彻底,以防止灰浆凝固后影响闸门启闭。
4、加固物。闸门出厂前,为使闸板、闸框贴合紧凑,安装后减少间隙,2m以上的闸门在上下框上安装了4-6个紧闭装置压铁,注意在间隙调整后,闭紧压铁拆除,以便闸门启闭。
5、按预埋图中的要求预留闸门及启闭机安装位置;
6、用吊铅锤直线方法预埋预埋件,保证其表面和垂直度为1.5~3‰范围内;
7、用螺栓将门框、导轨固定在预埋件上;
8、当螺杆细长比(杆长度/螺杆外径)4H/d>200时应设置轴导架,轴导架距闸门吊耳距离应大于闸门开启度。



铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。
3.6边角位置及拼接焊缝处的喷涂
为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门喷涂。
闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。





