




我们精心制作的精密无缝管耐磨板源头厂家产品视频已经准备就绪,探寻精密无缝管耐磨板源头厂家产品背后的故事,视频带你走进精彩世界!
以下是:精密无缝管耐磨板源头厂家的图文介绍
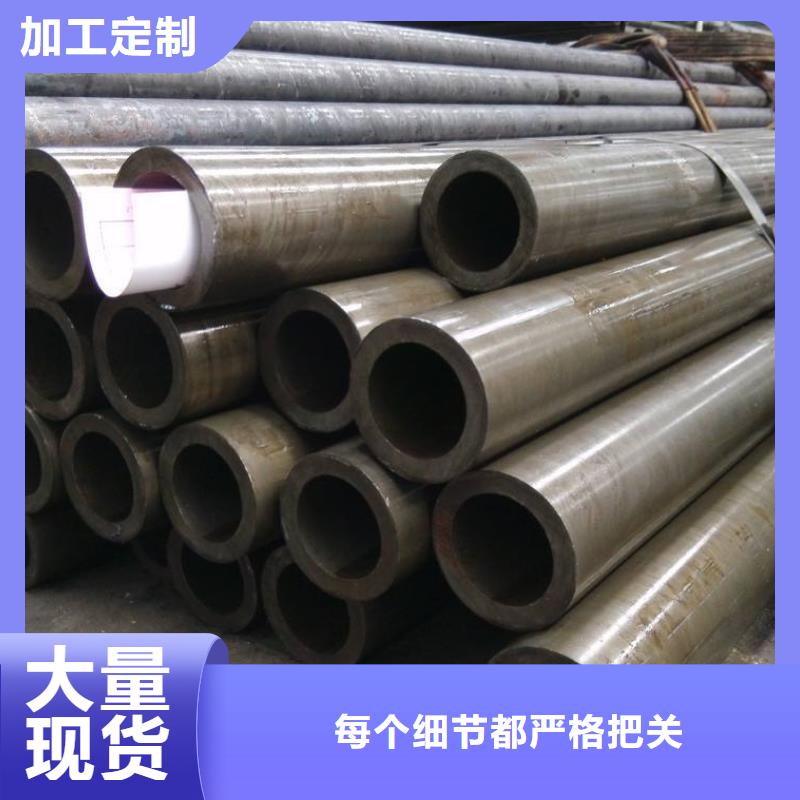
产品优势图


精轧管在进行操作的时候是根据它的具体的应用而进行不断地去设计的,精轧管而言 的好处就是能够根据自身的特征和常见的基本的性能进行不断地去精轧管的使用的特点的。精轧管在进行操作的时候要用到打孔的,打孔的话就是在精轧管的表面进行穿透,打一个个的小孔,这样的话对于精轧管来说就可以使用它在管道和工程领域就能够派上用场了。
管打孔的一些方式和方法:划线比较准,将钢管固定在平台上,用拐尺在钢管两侧画钢管的中心高,既是孔的中心,打孔用钻床,电钻都行。钻时打上样冲眼。可以用化学腐蚀的方法,用强酸将需打孔处腐蚀穿;或用,原电池反应,用铁丝接上一块活泼金属如Zn,将铁丝与钢管需打孔处连起来,然后将钢管和Zn块同时放入电解质中;还可以用铝热反映(我觉得这方法比较好):利用铝与三氧化二铁(Fe2O3)反应时放出大量热可以使钢管打孔处融化。
管打孔的一些方式和方法:划线比较准,将钢管固定在平台上,用拐尺在钢管两侧画钢管的中心高,既是孔的中心,打孔用钻床,电钻都行。钻时打上样冲眼。可以用化学腐蚀的方法,用强酸将需打孔处腐蚀穿;或用,原电池反应,用铁丝接上一块活泼金属如Zn,将铁丝与钢管需打孔处连起来,然后将钢管和Zn块同时放入电解质中;还可以用铝热反映(我觉得这方法比较好):利用铝与三氧化二铁(Fe2O3)反应时放出大量热可以使钢管打孔处融化。



提高冷轧精密无缝钢管机产量的第三个途径是,必须提高轧管机的有效工作系数,值。要提高9,将涉及多方面的问题.一方面,要求轧管机的设计要合理,加工制造精度高,以减少维护及检修停机时间。另一方面要提高轧管的机械化、‘自动化水平,以减少辅助操作时间。第三方面,也是很重要的发展方向,要实现冷轧管机不停机,连续装科和连续轧制.提高轧管机产量的第四个措施是增加同时轧制管材的根数。需要指出的是,线数增加并不能使轧管机的产量成整数倍增加,而且成品管的精度将有所降低‘对于中间工序,是完全可以的。
现在的精轧管能够被广泛投入到流体管道中使用,其内壁光滑,同时也具有一定的抗腐蚀性,在安装的过程中也具有一定的优势,在安装的过程中只需要焊接机可,可以省去检查其气密性的步骤,同时也可以减少对精轧管护理的不必要开支。
小孔直径长度决定了精轧管的用途。例如流体管道,流体管道的小孔直径较大,内部的中空面积也就会越大,很适合投入到精轧管中的使用。而投入到机械中使用的精轧管,小孔直径较小,其具有很强的任性和耐磨的特性。人们可以在千斤顶中便可以看到这款精轧管的使用,极大了机械的使用效率和使用的寿命,同时也为人们的生活带来了很大改变,而朋友们在选购的过程中便需要注意小孔直径大小的方面。
现在的精轧管能够被广泛投入到流体管道中使用,其内壁光滑,同时也具有一定的抗腐蚀性,在安装的过程中也具有一定的优势,在安装的过程中只需要焊接机可,可以省去检查其气密性的步骤,同时也可以减少对精轧管护理的不必要开支。
小孔直径长度决定了精轧管的用途。例如流体管道,流体管道的小孔直径较大,内部的中空面积也就会越大,很适合投入到精轧管中的使用。而投入到机械中使用的精轧管,小孔直径较小,其具有很强的任性和耐磨的特性。人们可以在千斤顶中便可以看到这款精轧管的使用,极大了机械的使用效率和使用的寿命,同时也为人们的生活带来了很大改变,而朋友们在选购的过程中便需要注意小孔直径大小的方面。

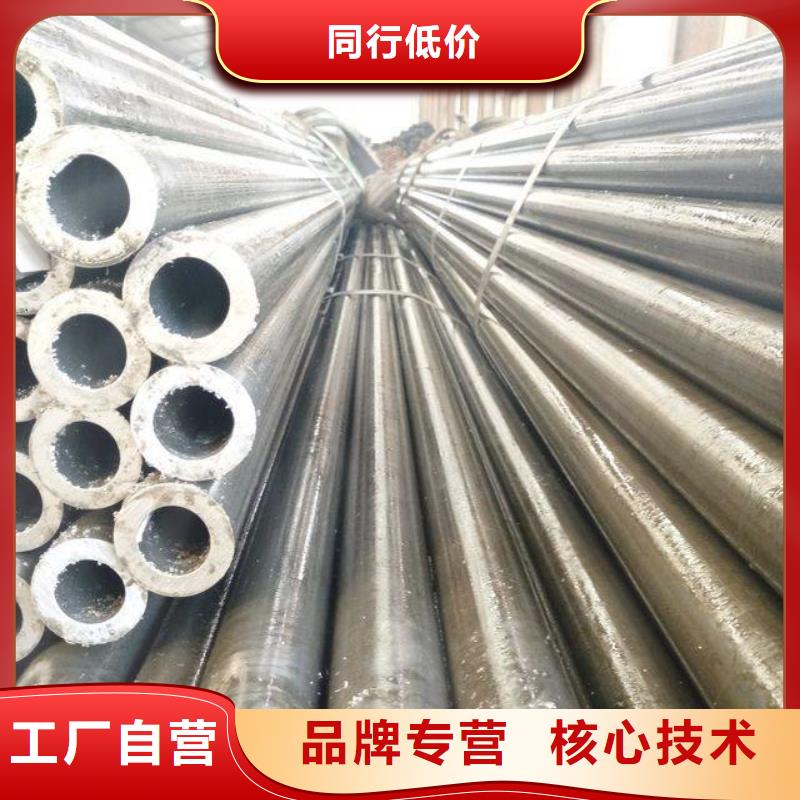
产品案例

公司实力

将精轧管送入精轧管机组,经多道轧辊滚压,精轧管逐渐卷起,形成有开口间隙的圆形精轧管,调整挤压辊的压下量,使精轧管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精轧管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精轧管热量过大,造成精轧管烧损;或者精轧管经挤压、滚压后形成深坑,影响精轧管表面质量。
精轧管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制精轧管温度的目的。对于低碳钢,精轧管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,精轧管温度亦可通过调节精轧管速度来实现。

融拓金属材料有限公司(北京分公司)是一家从事 40Mn2无缝钢管的公司。公司库存充足,可随到随提,规格齐全,价格合理,信誉度高。本公司自成立以来,一直秉持“诚信经营,客户为上,精益求精”的发展理念,以始终如一的服务质量和值得信赖的企业信誉,获得国内外客户及合作伙伴的广泛认可。本公司主要经营 40Mn2无缝钢管等各种产品。本公司合作项目广泛,同时我们的产品具有严格的质量保证。我们始终保持着稳健的步伐不断前行,真诚地希望与您携手共创辉煌,欢迎您的光临。


