


我们精心制作的H型钢镀锌钢管适用范围广产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:H型钢镀锌钢管适用范围广的图文介绍

用来制造一般用途的机引犁、马拉犁、普通浅耕农具的主犁和前小犁的犁铧,一般用耐磨且有足够强度和韧性的钢制造。我国一般采用65Mn和65SiMnXt钢制造。除此之外,常作农具型钢的还有特殊截面型钢,如T型钢、Z型钢、弧型钢,双面加强钢,加强工字型、草机刀片钢,中凹扁钢及纹杆钢等。
优质型材
优质型材是由优质钢加工制成的型材。分热轧(锻)优质型材、冷拉(拨)优质型材和其它 品种。 热轧(锻)优质型材包括碳素结构钢、碳素工具钢、合金结构钢、弹簧钢、不锈钢、轴承钢、合金工具钢 、模具钢、高速工具钢等品种。 冷拉(拨)优质型材包括碳素结构钢、碳素工具钢、合金结构钢、弹簧钢、不锈钢、轴承钢、合金工具钢 、高速工具钢、易切钢、冷镦钢、S/5A等品种。S/5A是用产品,常用来做炮弹、子弹头。
军工用料
其它品种主要是一些专用的优质型材。包括中空钢、氧气瓶料、冷镦钢、工业纯铁、热轧易切钢、D60、 S/5A、F18、F11等,后面几种都是。优质型钢不分大、中、小型,圆钢和方钢按规格划分组距,如8-10mm、11-15mm、18-20mm、205-245mm。扁钢按断面面积分大、中、小扁。六角钢则不分组距。但优质型钢的组距不能代替具体的规格,在单据上应 填具体的规格。优质型材规格简单,绝大多数是圆钢。此外,还有方钢扁钢、六胸钢、中空钢、异型等热轧(锻)的优质圆钢、方钢、六角钢的尺寸偏差有普通精度和较高精度两种。而冷 拉型材有更为的 尺寸和光洁的表面,有的表面还要抛光、磨光处理。经过抛光或磨光的面精致的圆钢,叫银亮钢。优质型材很少使用,大多都要经过使用单位进一步加工并且经过热处理后使用,因此,除保证化学成分外,同 时还要保证热处理后机械性能。
优质型材
优质型材是由优质钢加工制成的型材。分热轧(锻)优质型材、冷拉(拨)优质型材和其它 品种。 热轧(锻)优质型材包括碳素结构钢、碳素工具钢、合金结构钢、弹簧钢、不锈钢、轴承钢、合金工具钢 、模具钢、高速工具钢等品种。 冷拉(拨)优质型材包括碳素结构钢、碳素工具钢、合金结构钢、弹簧钢、不锈钢、轴承钢、合金工具钢 、高速工具钢、易切钢、冷镦钢、S/5A等品种。S/5A是用产品,常用来做炮弹、子弹头。
军工用料
其它品种主要是一些专用的优质型材。包括中空钢、氧气瓶料、冷镦钢、工业纯铁、热轧易切钢、D60、 S/5A、F18、F11等,后面几种都是。优质型钢不分大、中、小型,圆钢和方钢按规格划分组距,如8-10mm、11-15mm、18-20mm、205-245mm。扁钢按断面面积分大、中、小扁。六角钢则不分组距。但优质型钢的组距不能代替具体的规格,在单据上应 填具体的规格。优质型材规格简单,绝大多数是圆钢。此外,还有方钢扁钢、六胸钢、中空钢、异型等热轧(锻)的优质圆钢、方钢、六角钢的尺寸偏差有普通精度和较高精度两种。而冷 拉型材有更为的 尺寸和光洁的表面,有的表面还要抛光、磨光处理。经过抛光或磨光的面精致的圆钢,叫银亮钢。优质型材很少使用,大多都要经过使用单位进一步加工并且经过热处理后使用,因此,除保证化学成分外,同 时还要保证热处理后机械性能。


万弗莱钢(桂林市分公司)生产的 精轧螺纹钢,质优价廉,品质值得信赖!更新 精轧螺纹钢介绍向下拉!




一、H型钢焊接
H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50mm。再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。
焊接方法采用门式埋弧焊进行自动焊接。如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。
进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。
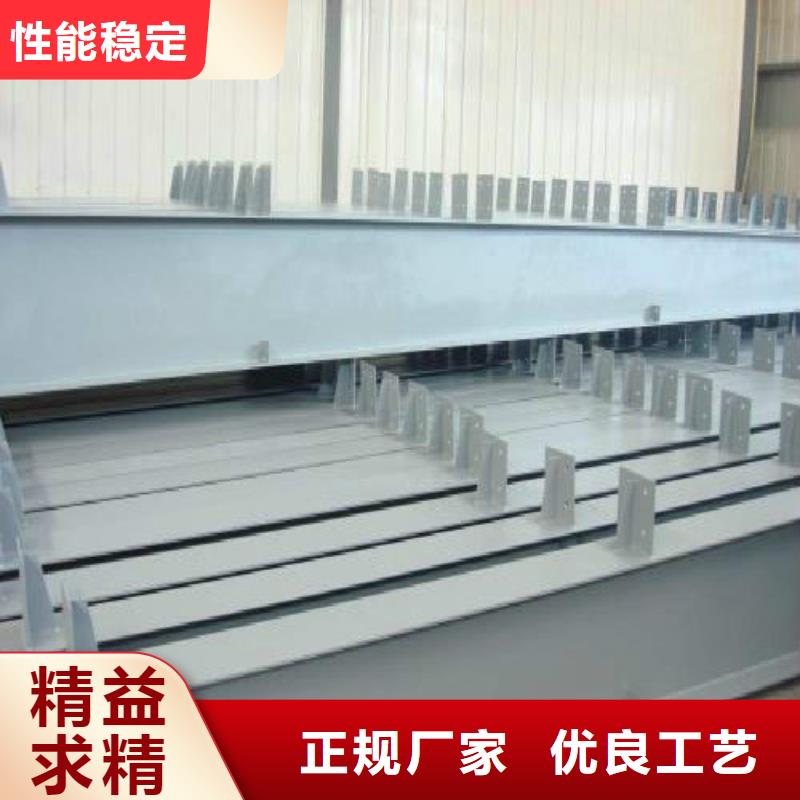
焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口 修磨平整,严禁用锤击落。 二、焊接H型钢矫正
焊接H型钢焊接完成后应进行校正,校正分机械矫正和火焰矫正两种形式,其中焊接角变形采用火焰烘烤或用H型钢翼缘矫正机进行机械矫正,矫正后的钢材表面不应有明显的划痕或损伤,划痕深度不得大于0. 5mm。弯曲、扭曲变形采用火焰矫正,矫正温度控制在800到900°C,且不得有过烧现象。钢结构工程是一个系统工程,它包括设计、加工制造和施工安装三个过程。了解钢结构各个组成部分的加工制造过程对于结构工程师而言是十分必要的。钢结构的加工制作与安装均应满足现行 标准《钢结构工程施工规范》GB 50755及《钢结构工程施工质量验收规范》GB 50205的相关要求,钢结构工程的焊接亦应遵照现行 标准《钢结构焊接规范》GB 50661的规定。
现在我们来讲解一下,钢结构工程中使用较多的H型钢加工制作内容。
H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50mm。再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。
焊接方法采用门式埋弧焊进行自动焊接。如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。
进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。
焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口 修磨平整,严禁用锤击落。 二、焊接H型钢矫正
焊接H型钢焊接完成后应进行校正,校正分机械矫正和火焰矫正两种形式,其中焊接角变形采用火焰烘烤或用H型钢翼缘矫正机进行机械矫正,矫正后的钢材表面不应有明显的划痕或损伤,划痕深度不得大于0. 5mm。弯曲、扭曲变形采用火焰矫正,矫正温度控制在800到900°C,且不得有过烧现象。钢结构工程是一个系统工程,它包括设计、加工制造和施工安装三个过程。了解钢结构各个组成部分的加工制造过程对于结构工程师而言是十分必要的。钢结构的加工制作与安装均应满足现行 标准《钢结构工程施工规范》GB 50755及《钢结构工程施工质量验收规范》GB 50205的相关要求,钢结构工程的焊接亦应遵照现行 标准《钢结构焊接规范》GB 50661的规定。
现在我们来讲解一下,钢结构工程中使用较多的H型钢加工制作内容。


焊接部位性能的金相组织均匀 腹板材料与翼缘板材料的组织均匀溶合.
采用高频电流使金属表面局部加热,在外力作用下使高频焊接H型钢焊合,不使用任何焊丝,焊剂,可连续大批量生产。
1、规格(截面尺寸)范围广。高度、腹板、翼缘厚度、翼缘宽度可以按顾客要求选择适应的钢板焊接。可以作热轧H型钢标准之外的品种。
2、选择钢种多样。热轧H型钢主要是Q235B和Q345B,需要小批量特殊钢种时,生产厂不可能给生产。焊接可以根据需要选择钢板即可。
3、产品精度高、表面质量好。由于钢板产品精度高、表面质量好,所以焊后的H精度也高、表面质量也好。钢板(用于焊接H型钢)的厚度偏差一般是零点零几毫米到零点几毫米,而热轧H型钢厚度偏差是零点几毫米到1毫米,相差近于10倍。
4、性能稳定、内部组织好。由于从冶炼到连铸到轧钢,钢板生产都比热轧H型钢工艺要求、设备能力、控制水平、检测手段高,因此高频焊接H型钢内部组织、化学成分、各种性能(力学性能、工艺性能等)指标都可靠而稳定。
5、容易存在焊接缺陷。虽然有上述诸多优点,但是由于焊接成型,在焊接区存在焊接残余热应力,焊接区组织不同,存在组织应力,高频焊接H型钢易于产生焊接缺陷。随着焊接水平与热处理水平不断提高,这些不利方面逐步减小,如今优质的高频焊接H型钢已经应用于包括军工、航天在内的各种领域。
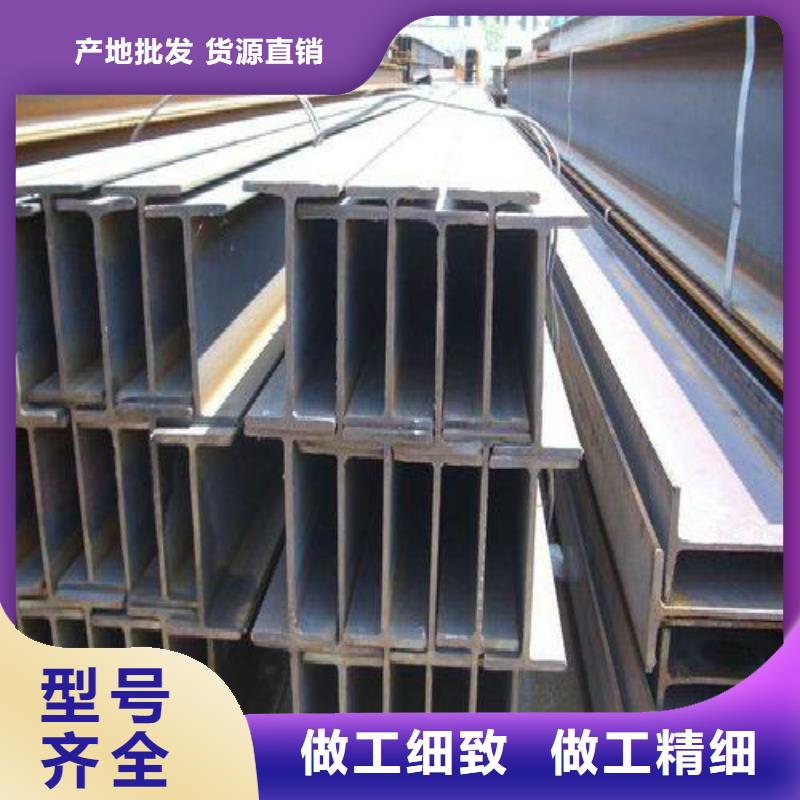
1.截面尺寸精度高 由于采用优质钢卷,焊接后截面的形状精度优良,使结构装配更加方便.
2.截面性能优良 翼缘板与腹板厚度之比可以增大,与轧制型钢相比,在相同重量下可制成抗弯性能更大,截面性能更高的构件;在截面性能相同时,构件更轻.
采用高频电流使金属表面局部加热,在外力作用下使高频焊接H型钢焊合,不使用任何焊丝,焊剂,可连续大批量生产。
1、规格(截面尺寸)范围广。高度、腹板、翼缘厚度、翼缘宽度可以按顾客要求选择适应的钢板焊接。可以作热轧H型钢标准之外的品种。
2、选择钢种多样。热轧H型钢主要是Q235B和Q345B,需要小批量特殊钢种时,生产厂不可能给生产。焊接可以根据需要选择钢板即可。
3、产品精度高、表面质量好。由于钢板产品精度高、表面质量好,所以焊后的H精度也高、表面质量也好。钢板(用于焊接H型钢)的厚度偏差一般是零点零几毫米到零点几毫米,而热轧H型钢厚度偏差是零点几毫米到1毫米,相差近于10倍。
4、性能稳定、内部组织好。由于从冶炼到连铸到轧钢,钢板生产都比热轧H型钢工艺要求、设备能力、控制水平、检测手段高,因此高频焊接H型钢内部组织、化学成分、各种性能(力学性能、工艺性能等)指标都可靠而稳定。
5、容易存在焊接缺陷。虽然有上述诸多优点,但是由于焊接成型,在焊接区存在焊接残余热应力,焊接区组织不同,存在组织应力,高频焊接H型钢易于产生焊接缺陷。随着焊接水平与热处理水平不断提高,这些不利方面逐步减小,如今优质的高频焊接H型钢已经应用于包括军工、航天在内的各种领域。
1.截面尺寸精度高 由于采用优质钢卷,焊接后截面的形状精度优良,使结构装配更加方便.
2.截面性能优良 翼缘板与腹板厚度之比可以增大,与轧制型钢相比,在相同重量下可制成抗弯性能更大,截面性能更高的构件;在截面性能相同时,构件更轻.



