
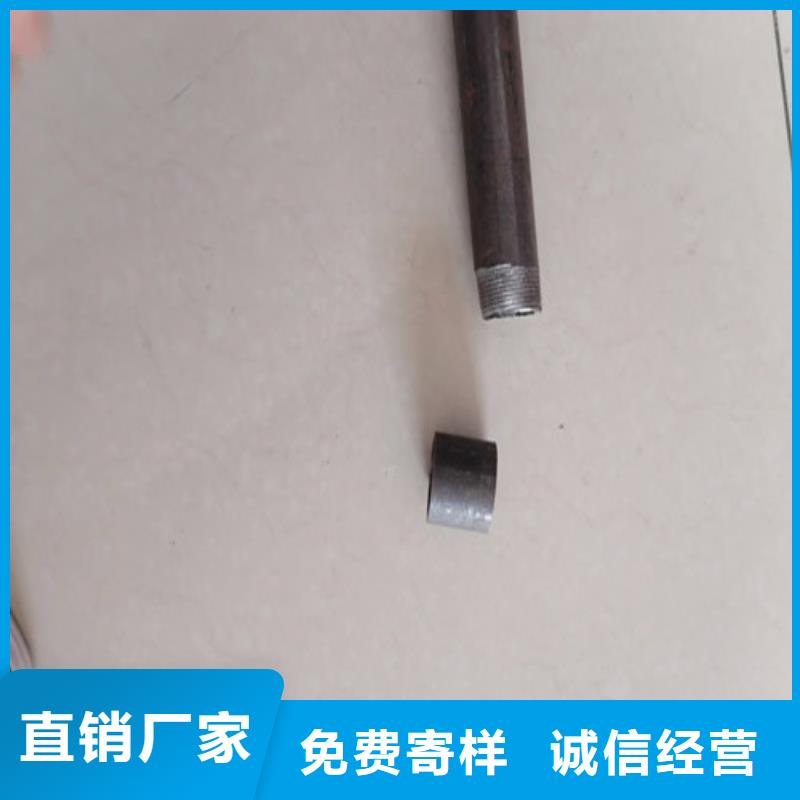

想要一睹60注浆管产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
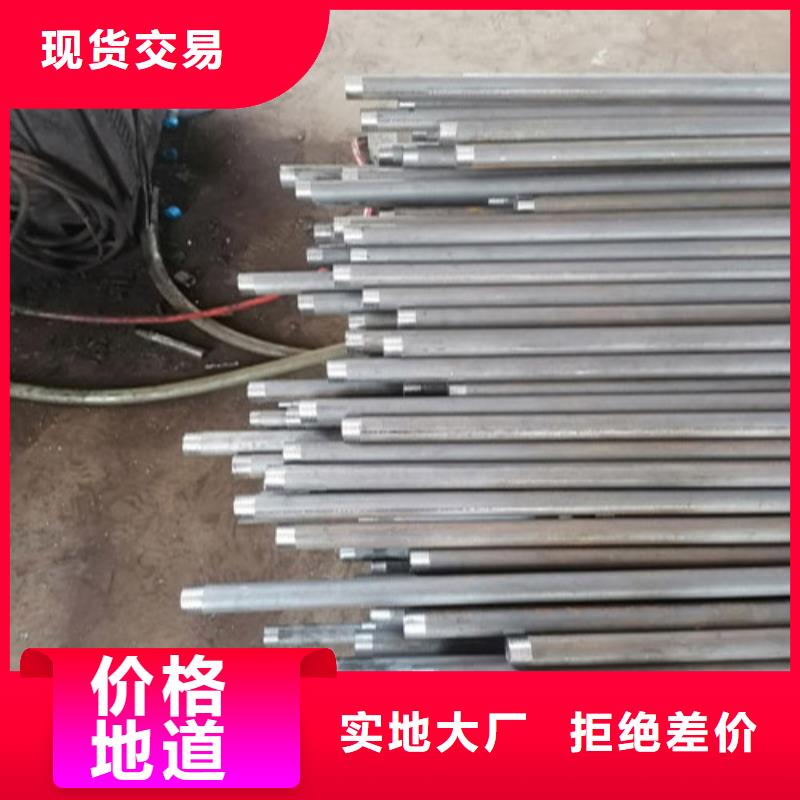
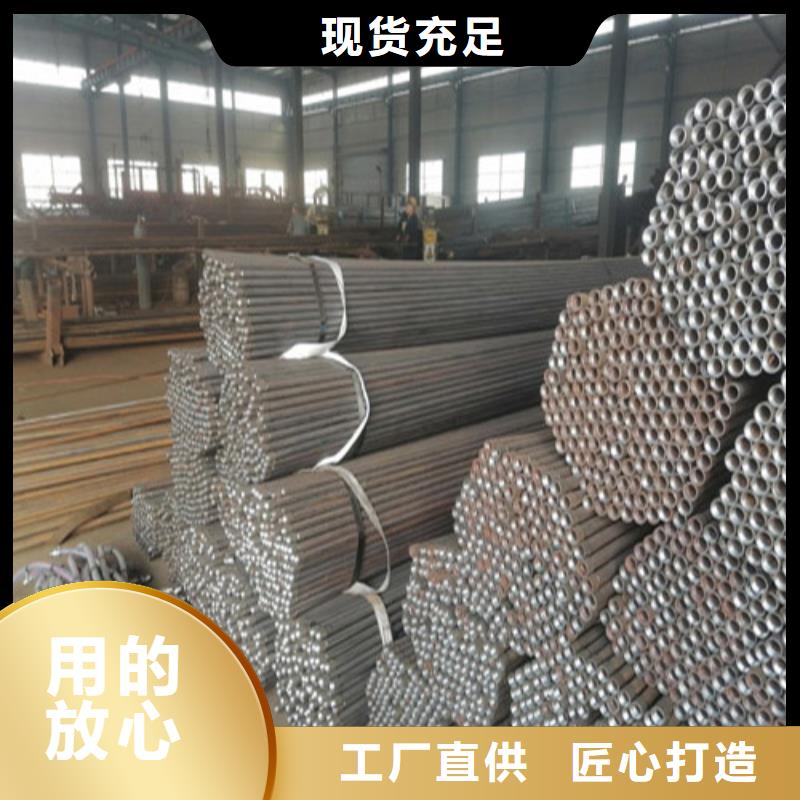
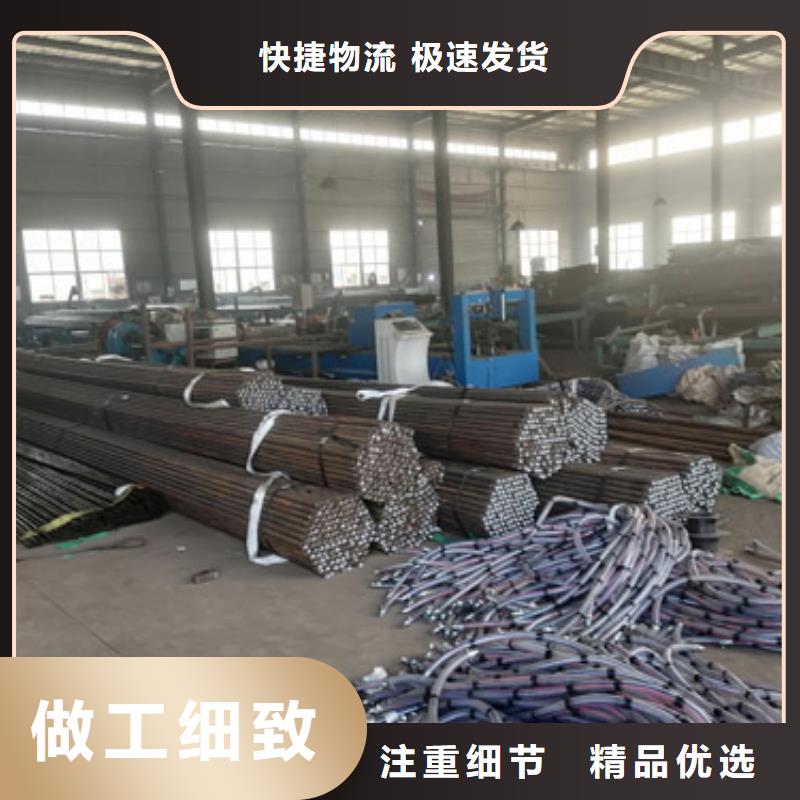
以下是:60注浆管的图文介绍
日升昌钢管声测管厂家(临沂市分公司)主营产品 灌注桩声测管,公司凭着良好的信誉和优质的服务赢得广大客户的支持。经过全体员工的努力,现公司提供更优质,、的服务给广大的同行,厂家和商家;并具备一批专业的、年轻的骨干队伍,我公司本着以客户为主,诚信di yi的服务宗旨。公司成立以来,始终坚持“思路决定出路,人品铸就产品”的经营理念,连续多年被评为“文明企业”、“重点骨干企业”、“质量达标企业”、“重合同,守信用”企业,客户赠于“这里信得过”称誉。


突发美国又要增加关税,利空消息再度侵袭注浆管市场,叠加期货持绿运行,现货市场心态消极,经市场了解得知,终端需求欠佳,为促成交商家让价出货操作,但资源交投氛围冷清,成交较难放量,在高炉检修限产等政策的加压之下,供应逐步减弱,预计明日钢价稳中偏弱调整。影响因素有以下三点1、山东临沂附近工信部:一季度我国粗钢产量同比增长9.9%工信部数据显示,一季度,我国生铁、山东临沂本地粗钢和注浆管(含重复材)产量分别为1.95亿吨、山东临沂本地2.31亿吨和2.69亿吨,同比分别增长9.3%、山东临沂本地9.9%和10.8%。其中重点大中型企业生铁、山东临沂本地粗钢、山东临沂本地注浆管产量分别为1.57亿吨、山东临沂本地1.73亿吨和1.61亿吨,同比分别增长6.9%、山东临沂本地7.3%和6.0%。2、山东临沂本地4月注浆管销量增速明显放缓,基建需求下滑据工程机械协会数据显示,2019年4月注浆管销量28410台,同比增长6.96%。其中国内销量26373台,同比增长5.31%;出口2037台,同比增长34.19%。4月份增速较今年前三月分别为10%、山东临沂本地65%和15.7%的增速大幅放缓。 2019年1-4月挖机累计销量10.32万台,同比增长19.13%。3、山东临沂本地中国四月乘用车零售同比下降18% 批发大降22%4月9日乘联会发布的数据显示,中国4月汽车零售同比下降18%,而日均批发量同比下降22%,双双不及3月的表现。注浆管价格注浆管现货市场建筑注浆管:稳中下跌期螺小幅震荡,现货市场观望情绪较浓,贸易商调价意愿不强,然下游需求表现仍显一般,成交氛围不温不火,预计明日建材价格延续弱势运行。热轧板卷:下行近期资源成交状况本就不佳,加之贸易信息利空,终端用户纷纷谨慎观望,成交整体偏弱,预计明日热卷主流价格或偏弱整理。中厚板:下跌近日受市场消息面多空交织影响,整体交投趋于谨慎,叠加钢坯价格走跌,市场心态再次承压,预计明日中板价格或窄幅调整。带钢:下跌目前中美贸易战多空难定,市场上涨乏力,多盘整观望为主,考虑成本趋弱,预计明日带钢价格或偏弱整理。型材:稳中下走市场宏观消息不佳,看空情绪占主导地位,贸易商心态较为谨慎,下游终端客户按需拿货,市场成交略显平淡,预计明型价将延续偏弱态势运行。管材:主稳个调期螺震荡下滑,原料弱势,现货氛围低迷,市场交投表现欠佳,市场利空因素充斥,预计明管材市场或将趋低运行

桥梁注浆管检测规范1、山东临沂附近现场检测前准备工作应符合如下规定:调查、山东临沂附近收集待检工程及受检桩的相关技术资料和施工记录。包括:桥梁桩基的类型、山东临沂附近尺寸、山东临沂附近标高、山东临沂附近施工工艺、山东临沂附近地质状况、山东临沂附近设计参数、山东临沂附近桩身混凝土参数、山东临沂附近施工过程及异常情况记录等信息.测量管口标高,将各桥梁注浆管内注满清水,封口待检;另备一只水桶和水瓢加水用。检查桥梁注浆管畅通情况,以免换能器卡住或换能器电缆被拉断,(桥梁注浆管检查可采用长350~400mm,一端系测绳放入桥梁注浆管底,记录好每根桥梁注浆管畅通具体深度。)2、山东临沂附近准确测量桩顶面相应桥梁注浆管之间外壁净距离,作为相应的两桥梁注浆管间管距至1mm;桥梁桥梁注浆管是利用冷硬钢管专业成型后,凝土灌注桩以其承载力大、山东临沂附近桥梁沉降小、山东临沂附近能适应各种地形地质条件和各种重大土工构筑物对基础承载力的需要等特点而被广泛采用。但由于桥梁灌注桩属地下隐蔽工程,引起塌孔和缩径,将对桥梁、山东临沂附近路基等土工构筑物的正常使用造成隐患。按照铁道部“关于做好客运专线铁路基桩检测工作的通知”(铁建设函[2006]464号)的桥梁桩基技术要求,方可进行无损检测。3、山东临沂附近基桩施工单位必须高度重视和严格桥梁注浆管埋设工作,杜绝桥梁注浆管堵塞现象


原材料现货市场铁矿石:偏弱调整普指高位震荡,商家心态依然坚挺,钢企虽然有检修高炉的情况注浆管出现,但环保力度注浆管远不及预期,加之淡水河谷消息不断加剧市场观望,市场整体成交维持常规水平,预计明铁矿石主稳个调。废钢:主稳个跌期现货弱势下行注浆管利空废钢市场,钢企利润尚可,废钢需求依然存在,对其价格有一定的支撑,在宏观层面无明显利空消息出来的前提下,预注浆管计明废钢或有小幅回落可能,暂无大跌注浆管风险。焦炭:稳中偏强山西、山东临沂当地河北提涨焦企量增加,部分钢厂高炉检修数量稍有增加,库存多处高位,目前多按需采购焦炭,注浆管焦企整体库存持续低位,开工基本正常,对后市看涨心态较强,预计明焦炭市场稳中向好。生铁:稳中调整各地铁厂库存不一,生铁需求不见好转,部分厂家为降低库存有暗降现象,但焦炭、山东临沂当地矿石偏强运行,成本支撑强劲,市场观望气氛较浓,预计明生铁弱稳运行注浆管。



