



为了让您更地了解我们的激光切割机-【激光光纤切割机】客户满意度高产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:激光切割机-【激光光纤切割机】客户满意度高的图文介绍

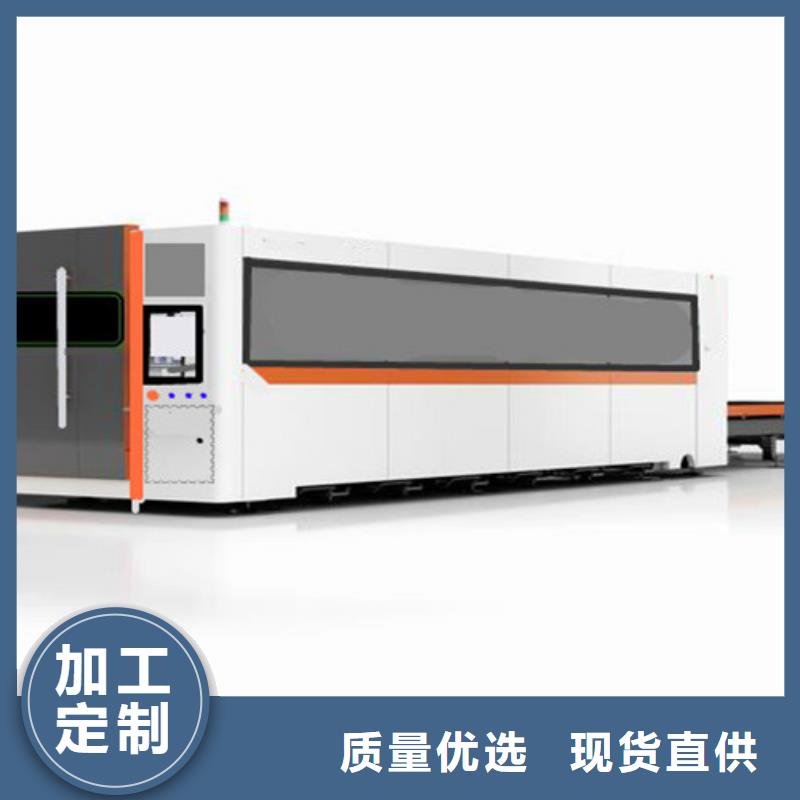
激光切割机是利用激光聚焦产生的高功率密度的能实现的。在计算机的控制下,激光通过脉冲放电,输出受控的重复高频脉冲激光,形成具有一定频率和脉冲宽度的光束。脉冲激光束通过光路传输和反射,并通过聚焦透镜组聚焦在物体表面,形成精细的高能密度光斑。焦斑位于待加工表面附近,被加工材料瞬间高温熔化或气化。每一个高能激光脉冲都会在瞬间在物体表面溅射出一个小洞。在计算机的控制下,激光切割机加工头和被加工材料根据预先绘制的图形进行连续的相对运动和打点,从而将物体加工成所需的形状。首先,激光切割机的能以光的形式集中成高密度光束,传输到工作表面,产生足够的热量熔化材料。此外,与光束同轴的高压气体直接去除熔融金属,从而达到切割的目的。这说明激光切割和机床加工有本质区别。其次,从激光切割机发射的激光束通过光路系统聚焦成高功率密度的激光切割机光束。激光热量被工件材料吸收,工件温度急剧上升。达到沸点后,材料开始汽化并形成孔洞。在高压气流的作用下,横梁与工件的相对位置发生移动,材料形成狭缝。工艺参数(切割速度、激光功率、气压等。)和切割时的运动轨迹由数控系统控制,切割位置的炉渣由一定压力的辅助气体吹走。切割速度,激光功率,气压。激光是一种光。像其他自然光一样,是由原质(分子或离子道等)的跃迁产生的。但与普通的束光不同的是,激光切割机的光在开始很短的时间内只依靠自发辐射,后续过程完全由受激辐射决定,所以激光颜色非常纯净,几乎没有发散的方向性,发光强度较高,相干性也很高。


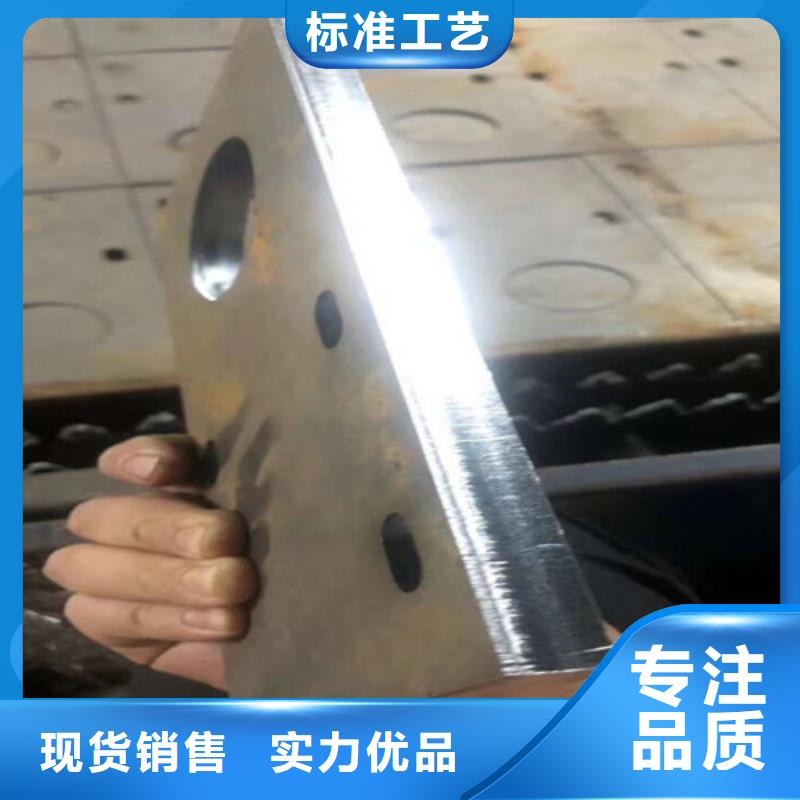
激光切割机在钣金加工行业已经是如鱼得水了,它的切割优势为板金加工企业解决了很多麻烦;不过都说人无完人,机器也一样,没有完美的机器,钣金激光切割机在使用过程中也会因为很多原因影响切割效果,随机误差就是一个不小的问题,激光切割机的随机误差,只能通过在线检测和控制来,下面小编就来为大家介绍这些误差的产生原因,快来一起看看吧。钣金激光切割机随机误差产生的原因钣金激光切割机随机误差产生的原因1.工件几何误差激光切割的对象为板材或覆盖件型零件,由于各种原因的影响,加工对象表面具有起伏不平,且在切割过程中的热效应的影响也会产生薄板零件的表面变形,对于1维激光加工,覆盖件在压制成型过程中也会产生表面的不平,所有这些,都会产生激光焦点与被加工对象表面的位置与理想位置发生随机变化。2.工件装夹装置产生的误差激光切割加工的工件是放在针状工作台上,由于加工误差、长时间与工件之间的磨损和激光的烧伤,针床会出现凸凹不平,这种不平也会产生薄钢板和激光焦点之间的位置的随机误差。钣金激光切割机随机误差产生的原因3.编程产生的误差在激光切割机加工过程中,复杂曲面上的加工轨迹是通过直线、圆弧等拟合的,这些拟合曲线和实际曲线存在一定误差,这些误差使得实际焦点和加工对象表面的相对位置和理想编程位置产生一定误差。而有些示教编程系统也会引进一些偏差。



客户的支持就是我们的成功,随着公司的持续发展,华宇诚数控科技(大同市分公司)在 1500w光纤激光切割机产品研发、技术、产品销售、售后服务等方面均有长足的进步,并将持续贯彻“追求产品零缺陷”的质量方针,为广大客户提供更为满意的 1500w光纤激光切割机产品和服务。


光纤激光切割机是把从激光器发射出的激光,经光路系统,聚焦成高功率密度的激光束。激光束照射到工件表面,使工件达到熔点或沸点,同时与光束同轴的高压气体将熔化或气化金属吹走。随着光束与工件相对位置的移动,然后使材料形成切缝,从而达到切割的目的。光纤激光切割机在进行材料切割的时候有时会出现切割不整齐、切割不透以及切割面不光滑等情况,一般来说在激光功率足够的情况下,这些都是属于有误差的切割,所以需要找到切割误差的原因并进行调整,下面鹏沃就来给大家分析下哪些原因会导致激光切割机切割材料出现误差:1、激光输出功率不达标及焦点位置不准确在光纤激光切割机运行调试的时候,要保证激光输出功率达到标准,一般激光的输出功率越高,在同等厚度的板材上面,切割的品质越好。光纤激光切割机的焦点如果没对准,直接影响切割精度,因此在运行前要校准核对。也可以在选购机器时选择质量较好的自动调焦激光头,自动对焦,从而保证切割精度。2、切割材料厚度超标一般来说当激光功率一定时,越薄的板材,切割起来越轻松,品质也越好。如果板材太厚,光纤激光切割机切割起来会比较吃力,在保证切断的情况下,加工精度就会出现误差,所以要判断光纤激光切割机功率和板材厚度是否匹配。3、切割板材的粗糙度及加工速度通常情况下,切割材料的表面越平整,切割的质量会越好。光纤激光切割机切割速度直接影响加工精度。所以也要在运行前,将切割速度和材料的吻合度达到好的状态。

