




无论您是初次接触还是已经熟悉,我们的无缝钢管20#厚壁好产品好服务产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:无缝钢管20#厚壁好产品好服务的图文介绍


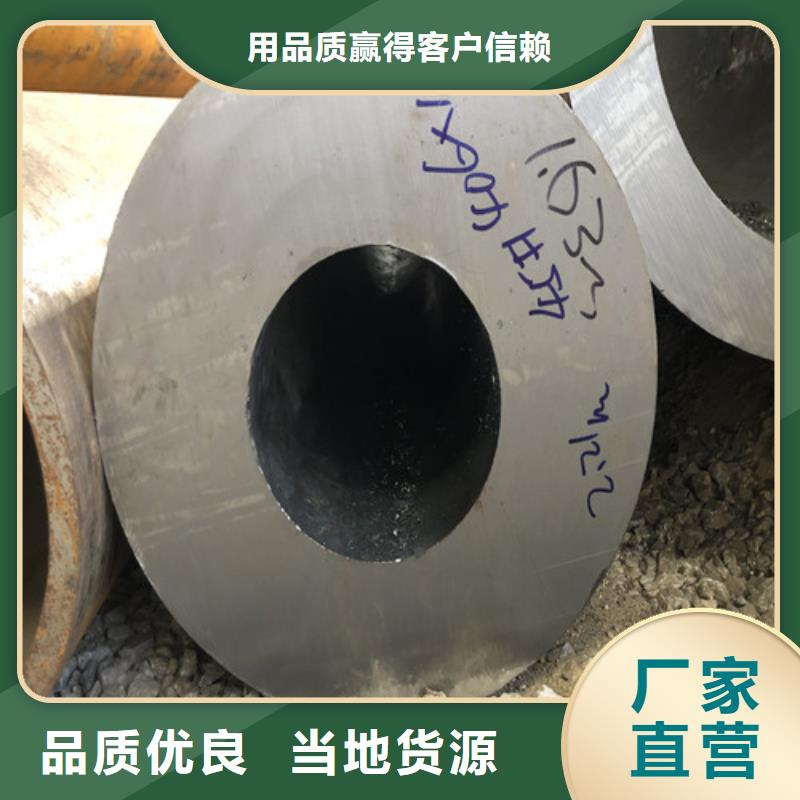
在以往的无缝管线管标准中,如API 5L(美国石油协会标准)制定的无缝管线管的 强度为X80(屈服强度下限为555MPa),几乎没有强度更高的无缝管线管的实用例子。一般说来,随着强度的提高,会担心母材及圆周焊接部的韧性会下降。因此,为使母材同时达到高强度、高韧性和具有良好的圆周焊接性,必须开发新的钢管材质。另外,顶张力立管起着将井口和海上平台直接连接起来,保护生产流体流通管子的作用,因此要求其必须具有抵御海浪和海潮冲击的抗疲劳特性。为解决上述问题,新日铁开发了管线管和上升管用X90-X100高强度无缝钢管。 新日铁开发的的高强度可焊接的X90-X100无缝管线管通过合金设计既确保了母材强度,又确保了韧性,同时通过降低C含量改善了焊接部韧性,因此满足了包括圆周焊接性在内的性能要求。 钢管的外径和壁厚分别为323.9mm和20.0mm。为评价圆周焊接部的特性,对整个焊接金属部进行了拉伸试验、维氏硬度试验、CVN试验和CTOD试验。试验表明,在HAZ中看成不到明显的硬化。



热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。内结疤的影响因素有:除氧化物剂、喷吹工艺、芯棒润滑等因素。下面就随无缝钢管厂家小编来看一下如何控制无缝钢管的内表面缺陷: 1、除氧化物剂 氧化物要求在芯棒预穿时处于熔融状态。其力度等严格要求。 1)除氧化物剂粉末粒度一般要求在16目左右。 2)除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。 3)根据毛管内表面面积确定除氧化物剂的喷吹量,一般为1.5-2.0g/dm2,不同直径、长度的毛管喷吹得除氧化物剂量是不同的。 2、喷吹工艺参数 1)喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走。 2)吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。 3)喷嘴高度应根据毛管直径进行调节,以保证对中良好。每个班次要清理一次喷嘴,长时间停机要拆下喷嘴进行清洗。为保证除氧化物剂在毛管内壁均匀吹扫,在喷吹除氧化物剂工位使用选装装置,并配以旋转气压。 3、芯棒润滑 芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。


东环管业(衡阳市分公司)凭借着的技术,严格的质量监控。热诚的售后服务同国内外许多企业建立的长期稳固的业务关系。部分 精拉无缝钢管产品还销往美、欧、非及东南亚各国。 精拉无缝钢管产品质量及企业信誉深受广大客户好评。
为了更好的服务客户,不懈的探索求精。引进学习的理念与技术,培养高素质的技术人员。在实践中积累了丰富的实用经验,可以满足不同客户的定制需求。
东环管业(衡阳市分公司)为您提供质优价实的 精拉无缝钢管产品,真诚负责的服务是我们的心愿。让我们携手共进,共同分享成功的快乐。




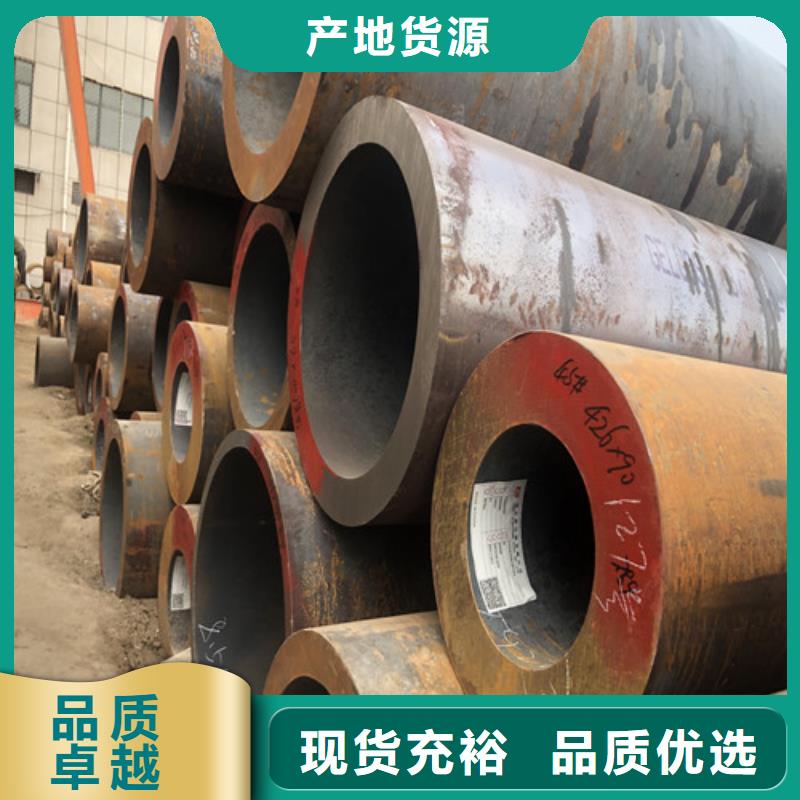
大口径无缝钢管一样需要遵守关于无缝钢管的要求和规定,对它的大小、形状还有可以允许出现的偏差都有着一定的要求,需要按照规定进行生产。生产时要按照生产要求的数据认真的操作。 钢管的种类有很多,目前在我们 关于大口径无缝钢管只有两种类型,不用说也就是有两种生产的方式,其中一种有 的生产时的规定数值和具体要求,并且可以不按照 规定的那些大小和厚度等来生产,使我们常说的一种密度相对比较低,但是收缩的能力却很强的一种钢管,是一种通过一种方式来达到扩大它的钢管直径的制作手法,能够在较短的时间内就能达到想要的效果,生产不能达到规定的要求,是一种特殊的钢管型号,但是生产的成本比较低。同时生产的效率非常的好非常的高。有着很好的发展前景。 济南金宏通在短短十年中迅速成长,深受社会各界朋友的大力支持和热忱帮助。金宏通以“艰苦创业、开拓进取、诚信经营、优质服务”的思想理念,稳步发展成一个综合性钢铁贸易企业。


服务质量好,性价比高,为您节省采购成本! 金宏通在一个和谐的大家庭里,培育出一支拥有专业素质和凝聚力的销售队伍,金宏通将以“ 的业务素质, 的管理模式、 的经营理念”满怀信心、携手共进,为创建一个 的多元化的大型的钢铁贸易企业而不懈努力! 大口径无缝钢管焊接预热有什么作用? 焊前对大口径无缝钢管全体或焊接区域部分进行加热的技术手段称为预热。关于焊接强度级别较高、有淬硬倾向的大口径无缝钢管、导热功能格外杰出的资料、厚度较大的焊件,以及当焊接区域周围环境温度太低时,大口径无缝钢管焊前通常需要对焊件进行预热。 大口径无缝钢管焊接预热的首要意图是下降焊接接头的冷却速度,预热温度。从表中可以看出,预热可以下降冷却速度,但又基本上不影响在高温逗留的时刻,这是非常抱负的。所以当焊接具有淬硬倾向的大口径无缝钢管时,下降冷却速度减小淬硬倾向的首要技术办法,是进行预热,而不是增大线能量.



