

简约而不简单,我们的PE燃气管热浸塑电力管细节决定成败产品视频将用直观的方式展示产品的核心价值。
以下是:PE燃气管热浸塑电力管细节决定成败的图文介绍

我厂采用先进的生产技术及科学管理制度,秉承诚信、保质、热情的服务宗旨,深得广大客户的好评。润星电力管材有限公司(德州分公司)将一如既往的严格执行各项标准,不断提高 承插式电力钢管产品质量和服务,使我们的 承插式电力钢管产品成为您的选择,愿我们用优质的 承插式电力钢管产品和真诚的服务与您建立长久友好的合作关系。真诚欢迎各新老客户光临洽谈,携手合作共创辉煌。



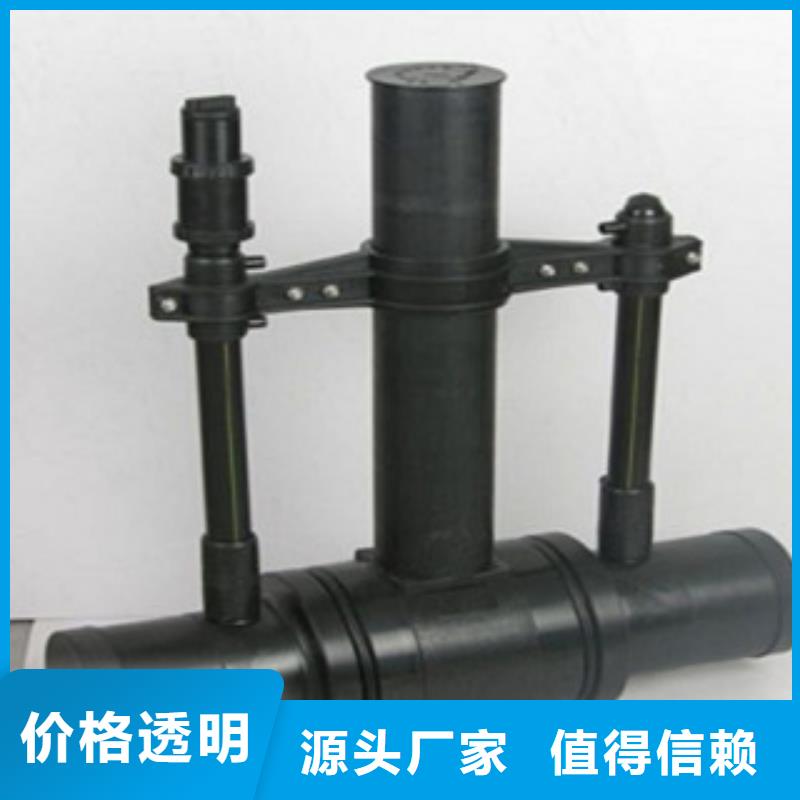
应按聚乙烯管道施工规范确认吹扫完成后再焊接PE球阀。(2)PE管道系统在进行压力试验时,PE阀门必须全开,不得采用阀门作堵扳。PE球阀可以按照聚乙烯燃气管道工程技术规程要求与管道系统进行强度、密封性能试验。强度试验压力为管道设计压力的1.5倍(PE80级为0.6MPa),稳压1h,观察压力计30min。气密性试验压力为设计压力的1.15倍(PE80级为0.46MPa),时间为24h,试验中不可带压启闭阀门,否则会损坏阀门。(1)PE球阀为双向阀,不需标示流向。单放散球阀则在安装时必须注意应把放散端设置于气体流向的下游,如考虑气体置换和维修双重功能的要求,则可选择安装双放散阀f1。PE球阀连接后。
应开关3—5次,使阀芯转动灵活,以利今后使用。(2)直埋式阀门的护套和阀门井均应有相应的具有一定强度的井盖,并严格保护阀门护套管和井内的畅通,防止泥土、石块等杂物落入,影响阀门启闭。我们在技术服务中曾遇到用户反映阀门启闭有困难,经检查,阀门护套管中有泥沙,甚至有封路面时的混凝土块,给使用和维修带来了极大的不便,直埋式球阀需要重新开挖,清理护套管。(3)阀门在启闭过程中,应缓慢放下阀门扳手(钥匙),套上扳手帽,避免扳手与阀门猛烈撞击。阀门扳手顺时针旋转900为关,逆时针旋转900为开。在开关阀门过程中,应逐渐加力至全开或全闭位置,力的大小以阀门扳手转动为宜,尤其是开关φ32一φ63的燃气阀门时更应轻开轻关。
(4)放散阀的功能主要是在阀门关闭后,维修下游管道或设备时,将管道内余气放散尽,以保证维修工作的,也可用作管道运行中气体置换之用,凡这种情况,我们建议选用双放散球阀。在安装中和不需放散时不要打开放散阀上端的保护盖,以保证放散阀的畅通。管道中如输送液化石油气空混气应将放散管引出阀门井后再开启放散阀,放散结束后,为防止气体放散中与管壁摩擦产生静电积聚在放散阀上端,可用金属导线或湿布接地,达到释放静电的作用。(5)尽管PE球阀有着耐腐蚀、密封性能好、使用寿命长达50年等显著优点,但PE球阀在长期使用中也应该注意保养和必要的维护,其中每隔半年至1年应启闭数次,以检查其性能状况和有利今后使用。(1)由于埋地PE球阀在管道中。
应开关3—5次,使阀芯转动灵活,以利今后使用。(2)直埋式阀门的护套和阀门井均应有相应的具有一定强度的井盖,并严格保护阀门护套管和井内的畅通,防止泥土、石块等杂物落入,影响阀门启闭。我们在技术服务中曾遇到用户反映阀门启闭有困难,经检查,阀门护套管中有泥沙,甚至有封路面时的混凝土块,给使用和维修带来了极大的不便,直埋式球阀需要重新开挖,清理护套管。(3)阀门在启闭过程中,应缓慢放下阀门扳手(钥匙),套上扳手帽,避免扳手与阀门猛烈撞击。阀门扳手顺时针旋转900为关,逆时针旋转900为开。在开关阀门过程中,应逐渐加力至全开或全闭位置,力的大小以阀门扳手转动为宜,尤其是开关φ32一φ63的燃气阀门时更应轻开轻关。
(4)放散阀的功能主要是在阀门关闭后,维修下游管道或设备时,将管道内余气放散尽,以保证维修工作的,也可用作管道运行中气体置换之用,凡这种情况,我们建议选用双放散球阀。在安装中和不需放散时不要打开放散阀上端的保护盖,以保证放散阀的畅通。管道中如输送液化石油气空混气应将放散管引出阀门井后再开启放散阀,放散结束后,为防止气体放散中与管壁摩擦产生静电积聚在放散阀上端,可用金属导线或湿布接地,达到释放静电的作用。(5)尽管PE球阀有着耐腐蚀、密封性能好、使用寿命长达50年等显著优点,但PE球阀在长期使用中也应该注意保养和必要的维护,其中每隔半年至1年应启闭数次,以检查其性能状况和有利今后使用。(1)由于埋地PE球阀在管道中。



PE管、PE管件应根据施工要求选用配套的等径、异径弯头和三通等管件。热熔焊接宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验。夹紧PE管材:用干净的布两管端部的污物。将管材置于机架卡瓦内,根据所焊制的管件更换基本夹具,选择合适的卡瓦,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短。管材在机架以外的部分用支撑架托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。切削:置入铣刀,然后缓慢合拢两管材焊接端,并加以适当的压力,直到两端面均有连续的切屑出现,撤掉压力,略等片刻,再退出活动架。
切屑厚度应为0.5~1.0mm,确保切削所焊管段端面的杂质和氧化层,保证两对接端面平整、光洁。对中:两对焊管段的错边应越小越好,如果错边大,会导致应力集中,错边不应超过壁厚的10%。加热:加热板温度达到设定值后,放入机架,施加压力,直到两边小卷边达到规定宽度时压力减小到规定值,进行吸热。保证有足够熔融料,以备熔融对接时分子相互扩散。切换:从加热结束到熔融对接开始这段时间为切换周期,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,熔融对接过程应始终处于熔融压力之下进行。冷却:由于塑料材料导热性差,冷却速度相应缓慢。焊缝材料的收缩、结构的形成过程在长时间内以缓慢的速度进行。因此,焊缝的冷却必须在一定的压力下进行。
将焊机各部件电源接通,电源应接地,同时应保证加热板表面清洁、没有划伤。将泵站与机架用液压导线接通。连接前应检查并清理接头处的污物,以免污物进入液压系统,进而损坏液压器件;液压导线接好后,应锁定接头部分,以防止高压工作时接头被打开的危险。将待焊管材(管件)夹紧,固定在机架上,熔接大口径管时, 能用废弃的管节或专用支架垫平,以保护管材和减小熔接过程中的摩擦力。将机架打开,放入铣刀,旋转锁紧旋钮,将铣刀固定在机架上。启动泵站时,应在方向控制手柄处于中位时进行,严禁在高压下启动。启动铣刀,闭合夹具,对管子(管件)的端面进行切削。
当形成连续的切削时,降压,打开夹具,关闭铣刀。此过程一定要按照先降压,再打开夹具, 关闭铣刀的顺序进行。取下铣刀,闭合夹具,检查管子两端的间隙。从机架上取下铣刀时,应避免铣刀与端面相碰撞,如已发生需重新铣削;铣削好的端面不要手摸或被油污等污染。检查PE管的同轴度。当两端面的间隙与错边量不能满足要求时,应对待焊件重新夹持,铣削,合格后方可进行下一步操作。检查加热板的温度是否适宜,加热板的红指示灯应表现为亮或闪烁。从加热板上的 次灯亮起后, 再等10min使用,以使整个加热板的温度均匀。测试系统的拖动压力P0并记录。每个焊口的拖动压力都需测定;当拖动压力过大时,可采用垫短管等方法解决。
切屑厚度应为0.5~1.0mm,确保切削所焊管段端面的杂质和氧化层,保证两对接端面平整、光洁。对中:两对焊管段的错边应越小越好,如果错边大,会导致应力集中,错边不应超过壁厚的10%。加热:加热板温度达到设定值后,放入机架,施加压力,直到两边小卷边达到规定宽度时压力减小到规定值,进行吸热。保证有足够熔融料,以备熔融对接时分子相互扩散。切换:从加热结束到熔融对接开始这段时间为切换周期,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,熔融对接过程应始终处于熔融压力之下进行。冷却:由于塑料材料导热性差,冷却速度相应缓慢。焊缝材料的收缩、结构的形成过程在长时间内以缓慢的速度进行。因此,焊缝的冷却必须在一定的压力下进行。
将焊机各部件电源接通,电源应接地,同时应保证加热板表面清洁、没有划伤。将泵站与机架用液压导线接通。连接前应检查并清理接头处的污物,以免污物进入液压系统,进而损坏液压器件;液压导线接好后,应锁定接头部分,以防止高压工作时接头被打开的危险。将待焊管材(管件)夹紧,固定在机架上,熔接大口径管时, 能用废弃的管节或专用支架垫平,以保护管材和减小熔接过程中的摩擦力。将机架打开,放入铣刀,旋转锁紧旋钮,将铣刀固定在机架上。启动泵站时,应在方向控制手柄处于中位时进行,严禁在高压下启动。启动铣刀,闭合夹具,对管子(管件)的端面进行切削。
当形成连续的切削时,降压,打开夹具,关闭铣刀。此过程一定要按照先降压,再打开夹具, 关闭铣刀的顺序进行。取下铣刀,闭合夹具,检查管子两端的间隙。从机架上取下铣刀时,应避免铣刀与端面相碰撞,如已发生需重新铣削;铣削好的端面不要手摸或被油污等污染。检查PE管的同轴度。当两端面的间隙与错边量不能满足要求时,应对待焊件重新夹持,铣削,合格后方可进行下一步操作。检查加热板的温度是否适宜,加热板的红指示灯应表现为亮或闪烁。从加热板上的 次灯亮起后, 再等10min使用,以使整个加热板的温度均匀。测试系统的拖动压力P0并记录。每个焊口的拖动压力都需测定;当拖动压力过大时,可采用垫短管等方法解决。


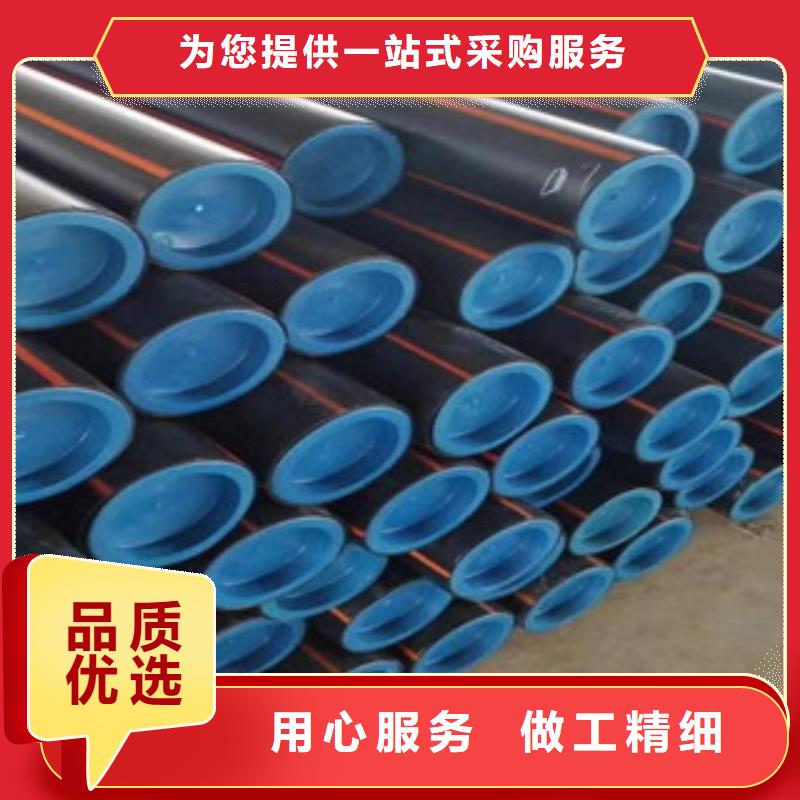
现在HDPE燃气管的应用比较广泛,所以生产厂家也比较多,这就造成了市场的混乱。有些产品质量不好,还很贵,但是会忽悠,这完全是在欺骗消费者。所以作为消费者的我们,为了不被欺骗,应该掌握一下影响HDPE燃气管质量好坏的因素,这对我们以后买产品是非常有帮助的。在加工过程中,原料的选择是影响PE聚乙烯管质量的重要因素之一。PE聚乙烯管所使用的原材料,其规格牌号和种类是非常多的,因此要根据原材料的特性来选择合适的。
在HDPE燃气管温度方面,主要是影响塑化这一方面,过低过高都不好。它会关系到挤出机结构、螺杆转速等方面。螺杆转速会影响到产量和质量,它与挤出机的大小有关,此外还关系到产品外观及性能等方面,因此要综合进行考虑。牵引速度会影响到PE聚乙烯管的壁厚,不过要与挤出速度相配合。牵引速度要比挤出速度快1%—10%。除此之外,冷却没有达到效果的话,那么就会使挤出料粘连而无法定型。所以,一般冷却水温度应为15度左右,尽量采用风冷与水冷相结合的方式,这样能够达到理想的效果。通过上面的文章我们可以看出,影响HDPE燃气管质量的原因主要是加工过程,制造温度和冷却这三方面。等着我们购买产品时可以从这三方面作为突破口,来判断管材质量是否好。
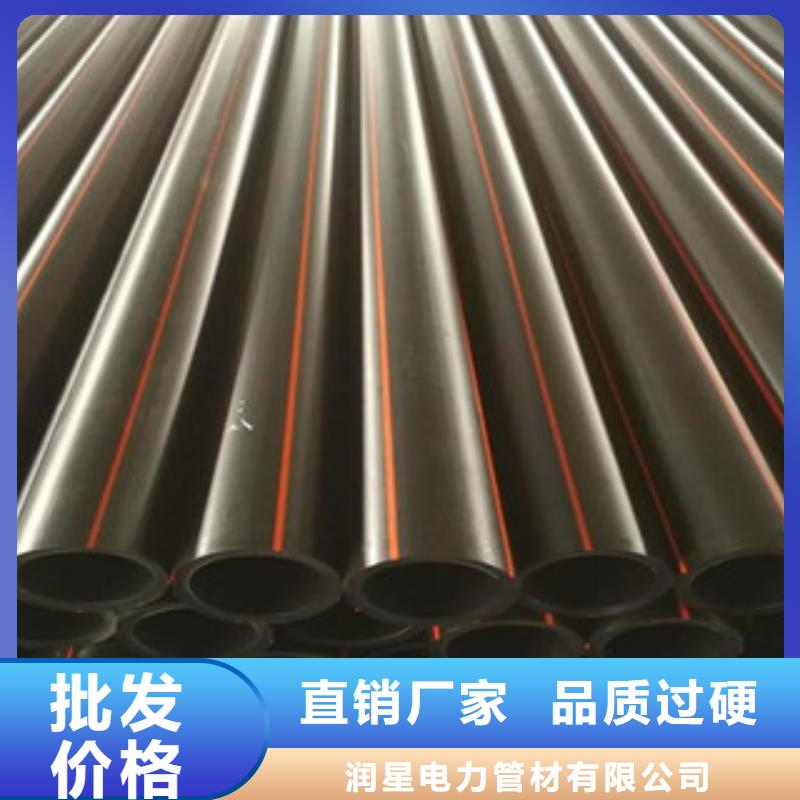
HDPE燃气管的拉伸性能有什么作用,很多客户觉得HDPE燃气管用来做给水管的时候,对于拉伸性能这一技术指标并不关注,那么这里简单说一下它拉伸性能的重要性。作为材料使用时要求高分子聚合物具有必要的力学性能。可以说,对于高分子聚合物的大部分应用而言,力学性能比其他物理性能显得更为重要。高分子聚合物具有所有已知材料中可变性范围较宽的力学性质,这是由于高聚物由长链分子组成,分子运动具有明显的松弛特性的缘故。
HDPE燃气管高聚物材料具有相当高的伸长率,一般PE的断裂伸长率在90%~950%(其中线性低密度聚乙烯LLDPE的伸长率较高),通过特殊的制作工艺,部分材料的伸长率可在1000%之上,而普通高聚物材料的断裂伸长率也多在50%~之间。通常对HDPE燃气管材料的拉伸性能要求较高的有热收缩膜以及拉伸膜等。具体到我们实际的HDPE燃气管来说,一般拉伸性能在200%以上就可以了,这个数据比较理想,反过来说,拉伸性能过于好也不是好事,因为拉伸过长,相应给水管的环钢度肯定就下降了,所以合理的产品技术数据才是适合我们日常应用的。
聚乙烯管材的施工过程中少不了PE管件的使用。常见的PE管件主要有几个分类:弯头、三通、法兰根、四通、变径等。(弯头:主要功能是在PE管道施工时有转弯处,需用到弯头管件。常用的弯头有90°和45°)。那么聚乙烯管材与弯头的连接方式都有哪些?HDPE燃气管热熔对接:常用在110mm以上口径的PE管连接,使用热熔对接机,将聚乙烯管材一段与弯头相连接。HDPE燃气管热熔承插:常用于110mm以下的小口径PE管,使用方法与我们家中PPR的连接方法相似。
在HDPE燃气管温度方面,主要是影响塑化这一方面,过低过高都不好。它会关系到挤出机结构、螺杆转速等方面。螺杆转速会影响到产量和质量,它与挤出机的大小有关,此外还关系到产品外观及性能等方面,因此要综合进行考虑。牵引速度会影响到PE聚乙烯管的壁厚,不过要与挤出速度相配合。牵引速度要比挤出速度快1%—10%。除此之外,冷却没有达到效果的话,那么就会使挤出料粘连而无法定型。所以,一般冷却水温度应为15度左右,尽量采用风冷与水冷相结合的方式,这样能够达到理想的效果。通过上面的文章我们可以看出,影响HDPE燃气管质量的原因主要是加工过程,制造温度和冷却这三方面。等着我们购买产品时可以从这三方面作为突破口,来判断管材质量是否好。
HDPE燃气管的拉伸性能有什么作用,很多客户觉得HDPE燃气管用来做给水管的时候,对于拉伸性能这一技术指标并不关注,那么这里简单说一下它拉伸性能的重要性。作为材料使用时要求高分子聚合物具有必要的力学性能。可以说,对于高分子聚合物的大部分应用而言,力学性能比其他物理性能显得更为重要。高分子聚合物具有所有已知材料中可变性范围较宽的力学性质,这是由于高聚物由长链分子组成,分子运动具有明显的松弛特性的缘故。
HDPE燃气管高聚物材料具有相当高的伸长率,一般PE的断裂伸长率在90%~950%(其中线性低密度聚乙烯LLDPE的伸长率较高),通过特殊的制作工艺,部分材料的伸长率可在1000%之上,而普通高聚物材料的断裂伸长率也多在50%~之间。通常对HDPE燃气管材料的拉伸性能要求较高的有热收缩膜以及拉伸膜等。具体到我们实际的HDPE燃气管来说,一般拉伸性能在200%以上就可以了,这个数据比较理想,反过来说,拉伸性能过于好也不是好事,因为拉伸过长,相应给水管的环钢度肯定就下降了,所以合理的产品技术数据才是适合我们日常应用的。
聚乙烯管材的施工过程中少不了PE管件的使用。常见的PE管件主要有几个分类:弯头、三通、法兰根、四通、变径等。(弯头:主要功能是在PE管道施工时有转弯处,需用到弯头管件。常用的弯头有90°和45°)。那么聚乙烯管材与弯头的连接方式都有哪些?HDPE燃气管热熔对接:常用在110mm以上口径的PE管连接,使用热熔对接机,将聚乙烯管材一段与弯头相连接。HDPE燃气管热熔承插:常用于110mm以下的小口径PE管,使用方法与我们家中PPR的连接方法相似。

