


精密钢管中国GB 日本JIS 美国ASTM 德国DIN精密钢管标准对照表
| 钢种 | 中国GB | 日本JIS | 美国ASTM | 德国 | |||
| 牌号 | 牌号 | 标准号 | 钢号 | 钢号 | 材料号 | 标准号 | |
| 碳素 精密钢管 | (Q235) | GGP STPY41 | G3452 G3457 | (A53钢种 F) A283-D | (St33) | 1.0033 | DIN1626 |
| 10 | STPG38 | G3454 | A135-A A53-A | (St37) | 1.0110 | DIN1626 | |
| STPG38 | G3456 | A106-A | St37-2 | 1.0112 | DIN17175 | ||
| STS38 | G3455 |
| St35.8 St35.4 | 1.0305 1.0309 | DIN1629/4 | ||
| STB30 | G3461 | A179-C A214-C | St35.8 | 1.0305 | DIN17175 | ||
| STB33 | G3461 | A192 A226 | St35.8 | 1.0305 | DIN17175 | ||
| STB35 | G3461 |
| St35.8 | 1.0305 | DIN17175 | ||
| 20 | STPG42 | G3454 | A315-B A53-B | (St42) St42-2 | 1.0130 1.0132 | DIN1626 | |
| STPT42 | G3456 | A106-B | St45-8 | 1.0405 | DIN17175 | ||
| STB42 | G3461 | A106-B | St45-8 | 1.0405 | DIN17175 | ||
| STS42 | G3455 | A178-C A210-A-1 | St45-4 | 1.0309 | DIN1629/4 | ||


热轧精密钢管生产工序介绍:
1.热轧(挤压无缝精密钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成精密钢管。精密钢管内径由定径机钻头的外径长度来确定。精密钢管经定径后,进入冷却塔中,通过喷水冷却,精密钢管经冷却后,就要被矫直。精密钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若精密钢管内部有裂纹,气泡等问题,将被探测出。精密钢管质检后还要通过严格的手工挑选。精密钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。



精密钢管减径
在多机架的减径机中对荒管进行的不带芯棒的连轧工序。管材减径的目的在于减小管径、提高尺寸精度和扩大品种。管材减径分热减径和冷减径(见管材冷减径)两种。管材热减径分带张力减径(见管材张力减径)和不带张力减径(见管材无张力减径)两种。



龙丽金属材料有限公司(威海分公司)现在将以客户为关注焦点,坚持“以可持续发展为导向,创新求实;以满足 16Mn精密管客户为永远追求,信誉至上”的企业宗旨,开拓创新,在合作中不断进取,与时俱进,加强改进,开创更加辉煌的明天。 经营理念:以人为本,开拓创新,持续改进,追求卓越。 质量方针:弘扬品质精神,构建完善的 16Mn精密管质量管理体系,把品质战略贯穿于公司工作的各个细节中。



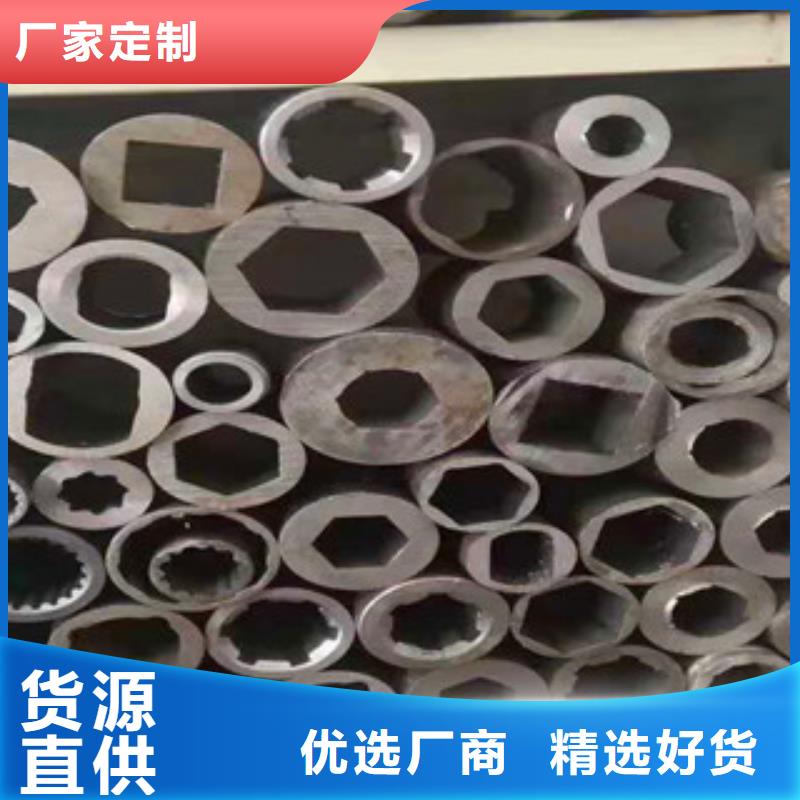
精密钢管的生产方法
大部分钢材加工都是钢材通过压力加工,使被加工的钢(坯、锭等)产生塑性变形。根据钢材加工温度不钢材同以分冷加工和热加工两种。钢材的主要加工方法有:
轧制:将钢材金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压
加工方法,这是生产钢材常用的生产方式,主要用来生产钢材型材、板材、管材。分冷轧、热轧。
锻造钢材:利用锻锤的往复冲击力或压力机的压力使坯料改变成我们所需的形状和尺寸的一种压力加工方法。一般分为自由锻和模锻,常用作生产大型材、开坯等截面尺钢材寸较大的材料。
拉拨钢材:是将已经轧制的金属坯料(型、管、制品等)通过模孔拉拨成截面减小长度增加的加工方法大多用作冷加工。
挤压:是钢材将金属放在密闭的挤压简内,一端施加压力,使金属从规定的模孔中挤出而得到有同形状和尺寸的成品的加工方法,多用于生产有色金属材钢材


