


为了给您提供更的数控等离子切割机全自动卷料激光切割机现货直发产品信息,解锁数控等离子切割机全自动卷料激光切割机现货直发产品新体验,视频带你玩转每个细节!
以下是:数控等离子切割机全自动卷料激光切割机现货直发的图文介绍


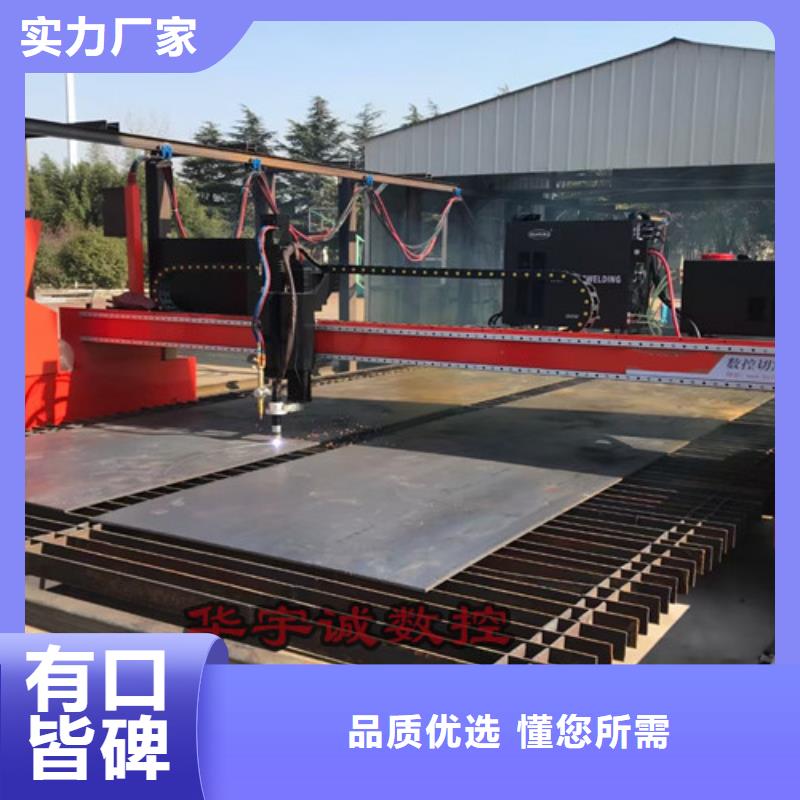
随着钢结构及数控切割下料的快速发展,钢结构厂以及钢板数控下料对数控等离子切割机0的需求量也在逐年增加。而现在大多数控等离子切割机0厂家都是中小型规模,成本技术也是趋于逐渐成熟的阶段,数控等离子切割机0的产品质量也参差不齐。所以在选择数控等离子切割机0厂家时一定要注意以下几点,因为毕竟不是买一件小东西,所以在买设备的时候一定要慎之又慎。
首先要多考察几家数控等离子切割机0厂家,全方面来考察该数控等离子切割机0厂家的实力、信誉、规模等等......
再者就是能去该数控等离子切割机0厂家的公司生产厂房参观一下,就该公司的产品质量,生产工艺,以及技术水平的生产成熟度。
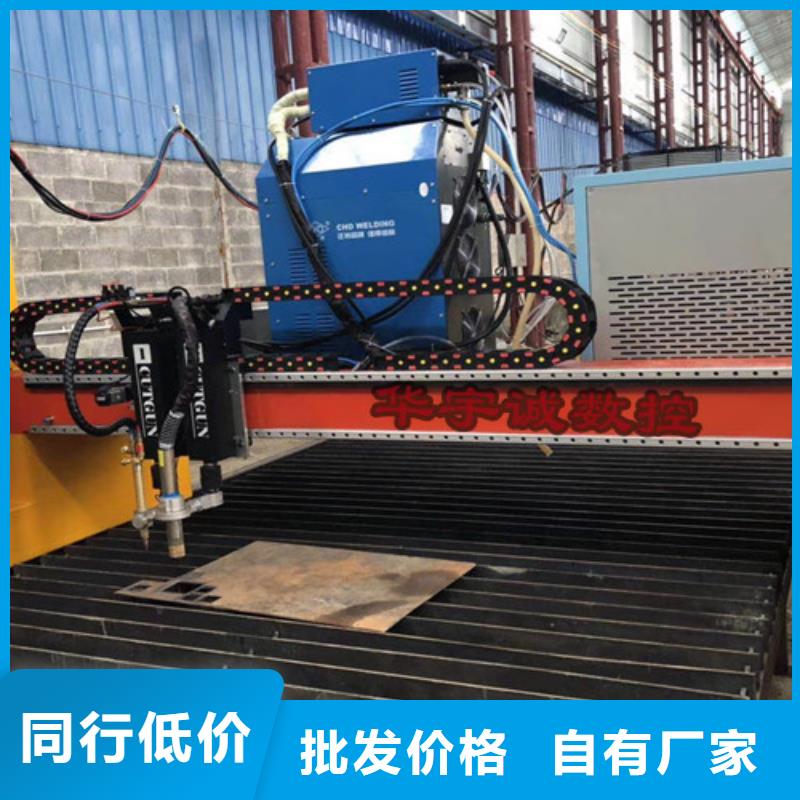
布洛尔数控等离子切割机0厂家
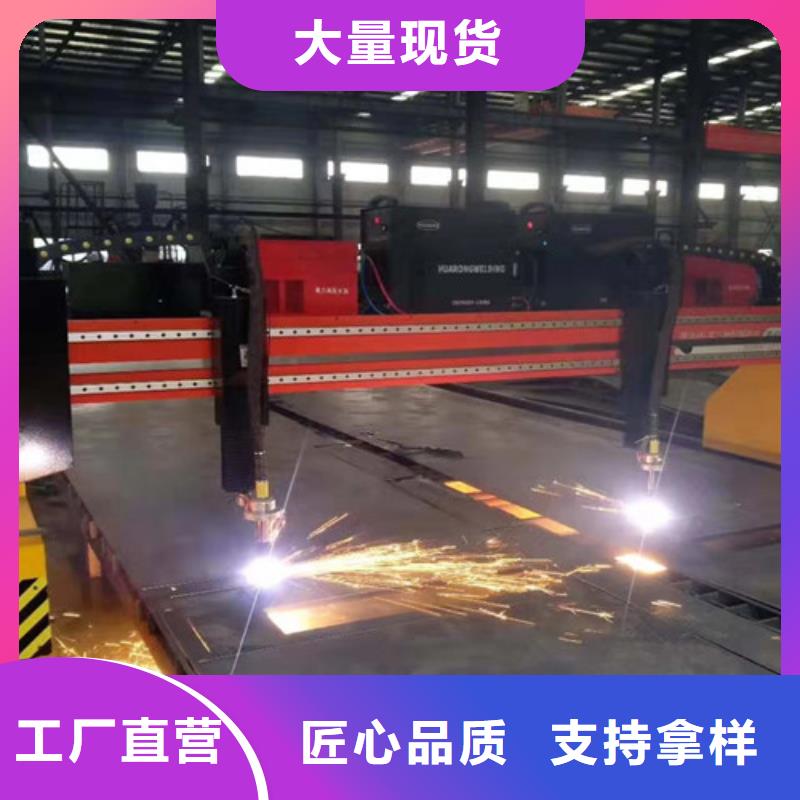
如果可能的话,让数控等离子切割机0厂家带客户参观他们给客户做的生产现场,因为用户现场说话才是有权威,有说服力的。
使用布洛尔数控等离子切割机0用户现场
后就是根据客户自己的现场情况以及规划的产量来选择合适的设备,以及假如设备在运行期间如果出现故障应怎么样解决,都应该和厂家有一个明确的售后方案。
布洛尔售后服务团队
在和数控等离子切割机0厂家签订购货合同时,应仔细阅读订货合同,如发现有疏漏之处应及时补充,以免在签完合同之后发生不必要的经济纠纷。
数控等离子切割机0厂家在给客户提供现场安装服务,公司将派技术服务人员进行现场指导安装、调试工作,直到设备正常运转,并提供相应的技术培训服务。
这里要说明,就是在选择设备时应特别注意,确定好哪些是有实体的公司哪些是没有实体的公司,这样才能使客户在购买设备时少走弯路,避免一些不必要的经济损失。



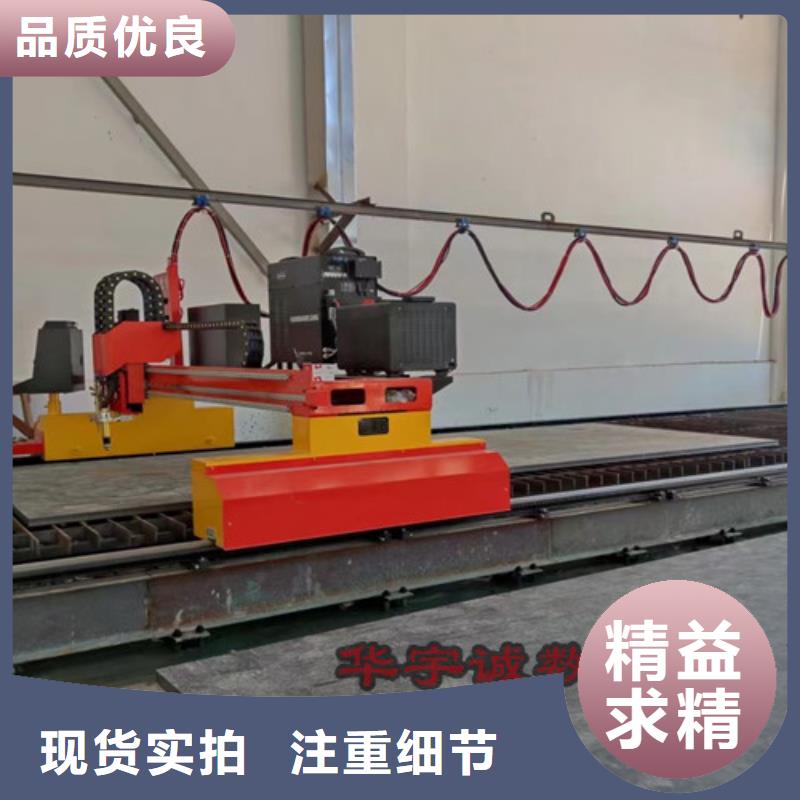
荆州华宇诚数控科技有限公司生产的 1500w光纤激光切割机应用领域:石油、化工、钢铁、燃气输配、冶金、电力、医疗、环保、商务等众多行业,为客户提供优质的 1500w光纤激光切割机产品是我们不懈的追求。



数控等离子切割机的编程一般分为手动和自动两种方式,这两种方式有自己的优点,在一些情况下可以用自动编程,这就要根据实际的情况来决定用什么样的编程方式了,现在给大家介绍一下关于等离子数控切割机的编程方式。数控等离子切割机自动编程的加工过程零件轮廓坐标信息可由POLYLINE命令完成,它是由一系列首尾相连的直线和圆弧组成。在图形数据库中以顶点(即相连点)子实体的形式保存信息,与形状位置有关的信息有两个:一是顶点(VERT.Ex)的坐标值,二是顶点凸度(BULGE)。PoLYline命令绘制后的实体轮廓外形,可利用o与ectARX函数方便地知道各顶点的坐标值和凸度值,这样就得到了零件轮廓上直线的起点、终点、坐标和圆弧起点、终点、半径、圆心的几何信息。在对轮廓要求不严格时,如护栏花形、文字等,也可用LINE命令,利用粗插补的原理,连续描述零件实体轮廓外形,直接生成顶。数控等离子切割机手工编程大体过程如下:分析零件图样一数控工艺处理一数学处理一编写NC代码一校验、调试NC程序一首件试切一误差分析,枯燥、繁琐、易出错、指令语法难记忆。而对复杂的加工零件描述点过多更不适用。自动编程时AutoCAD20oo可直接由二维图形描述零件轮廓的图形实体直接生成数控加工代码,则可以避免人工编程复杂的记忆。明显提高编程效率和编程质量。尤其是在复杂的轮廓编程中,更能发挥其优势。数控等离子切割机的编程一般分为手动和自动两种方式,这两种方式有自己的优点,在一些情况下可以用自动编程,这就要根据实际的情况来决定用什么样的编程方式了,现在给大家介绍一下关于等离子数控切割机的编程方式。数控等离子切割机自动编程的加工过程零件轮廓坐标信息可由POLYLINE命令完成,它是由一系列首尾相连的直线和圆弧组成。在图形数据库中以顶点(即相连点)子实体的形式保存信息,与形状位置有关的信息有两个:数控等离子切割机一是顶点(VERT.Ex)的坐标值,二是顶点凸度(BULGE)。PoLYline命令绘制后的实体轮廓外形,可利用o与ectARX函数方便地知道各顶点的坐标值和凸度值,这样就得到了零件轮廓上直线的起点、终点、坐标和圆弧起点、终点、半径、圆心的几何信息。在对轮廓要求不严格时,如护栏花形、文字等,也可用LINE命令,利用粗插补的原理,连续描述零件实体轮廓外形,直接生成顶。



hy12050545

数控等离子切割机系统具有的优势
专用数控系统应用于等离子弧切割,相比火焰切割将存在质的不一样,很多用户都不明白这点。业内人士都晓得切割专用数控系统关于切割零件的轮廓速度控制与切割技术的需求永远是对立的。
切割技术通常需求对于所切割的零件轮廓速度要相同,可是又为了确保机床的切割平稳又必须在各个角落处进行减速、加快操作,然后会带来在角落处的切割质量降低。
关于火焰切割,因为切割速度是十分慢的,所以对各个角落处的切割质量影响不大,而关于等离子弧切割,跟着切割速度越大,各个角落处的切割质量就越差,特别薄板切割就愈加显着了,所以关于数控系统就提出了更高需求。
在切割前进行角落处速度预处理,依据角落线段的相交角和系统参数"离心加快度"以及当时设定的切割速度来归纳计算角落处应减到的速度,然后尽量保持切割速度。就象开车,在不一样大小的转弯处,采纳不一样的速度,而国内大多数系统没有角落处速度预处理功能,因此用户能够很简单依据角落的速度改变来判别系统的好坏。
