









青海铸铁闸门在行业中,启闭机是作为一般精度要求的产品,在贯彻新齿轮精度标准时确实不太重视齿形误差的检验,不少单位也没有检测这项指标的设备,所以即使图纸上提出这方面要求而在实际检验操作中却得不到很好执行,尽管公法线长度、变动量公差和齿圈径跳等指标都符合要求,但齿轮仍然是不合格品。
目前,国内的启闭机械使用的规模、功率随之越来越大,产生噪声也越来越高,其 标准GB1955—2002规定合格的启闭机噪声限值为机外不得大于85dB(A)、操作者耳边不得大于88dB(A)。如果启闭机牵引力较小、速度较低时其噪声都远低于标准限值,控制也容易;但当牵引速度较高、牵引力较大时要确保噪声不超标,需从设计、工艺、材料、质检等各个环节采取有效措施。
青海铸铁闸门喷砂处理施工的注意事项:
1.喷砂处理不允许在潮湿的金属表面上进行,露天作业应采取必要的防雨防潮措施。
2.必须注意工件温度和空气环境湿度,当空气湿度较大或金属表面温度低于露点以下时,应停止喷砂。
3.经喷砂处理并检验合格的金属表面,在运输或防腐施工前应保持干净,避免沾染上水或油污杂质,并且不能直接用手接触金属表面,以防止局部返锈;已沾染上油污的金属表面必须用相应的有机溶剂进行处理,或者在去油处理后重新进行喷砂处理。
4.喷砂处理后的金属表面,在空气湿度较大或周围有化学气体污染时,应在4小时内进行下道工序施工,在干燥洁净的环境条件下,应在24小时内进行下道工序施工
5.喷砂工应戴防护用具,以保护身体不受飞溅磨料的伤害;在经喷砂处理后的大构件内进行防腐施工时,必须穿干净的工作服。
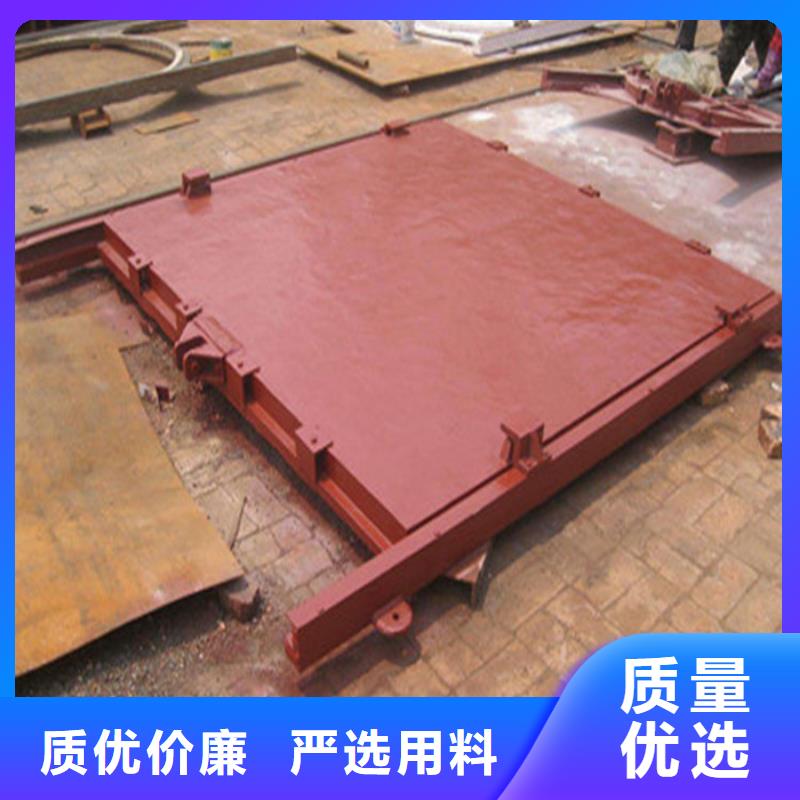
青海铸铁闸门检验标准:
1.密封面间隙检验
门板与门框密封座的结合面,需要清除外来杂物和油污,将闸门全闭后放平。在门板上无外加荷载的情况下,用0.1mm的塞尺沿密封的结合面测量间隙,其值不大于0.1mm.
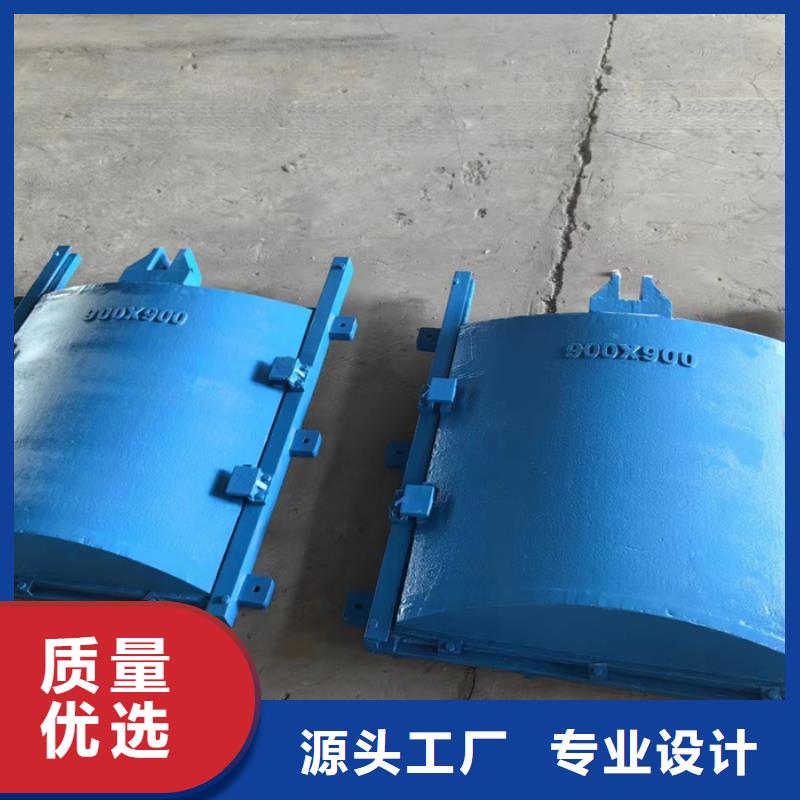
2.装配检验
将门板在门框内入座,作全启全闭往复移动,检查门板在全启全闭时的位置、楔紧面的楔紧状况和门板在导向槽内的间隙。用钢尺和塞尺等工具分别进行测量,其检验结果应符合规定。
3.渗漏试验
密封面应清除任何污物,不得在两密封面间涂抹油脂。将闸门全闭,使门框孔口向上,然后在门框孔口内逐淅注入清水,以水不溢出为限,其密封面的渗水量应不大于1.25L/min·m(密封长度)。
4.全压泄漏试验
订货单位需要进行本项实验时,可与制造厂协商。试验方法:可将闸门安装在试验池内或现场作全压灌水试验。采用计量器具(量筒、计时表等)检测密封面的泄漏量,其值应不大于1.25L/min·m(密封长度)。
5.出厂检验
(1)每台产品须经制造厂质量检验部门按本标准检验,并签发产品质量检验合格证,方可出厂。
(2)订货单位有权按本标准的有关规定对产品进行复查,抽检量为批量的20%.但不少于1台且不多于3台。抽检结果如有1台不合格时应加倍复查,如仍有不合格时,订货单位可提出逐台检验或拒收并更换合格产品。

青海铸铁闸门喷砂用气操作压力小于0.5MPa,配备6m3 / Sr空压机。 使用移动式空气压缩机时,排量为6m3 / s,额定压力为0.8MPa,功率为37kw。 喷砂处理中使用的压缩空气应通过冷却装置和水分离器进行处理,以确保压缩空气干燥无油。 要定期清洁油水分离器。 当进行喷砂时,喷嘴尺寸为6至8mm。 在使用过程中,喷嘴应由于磨损而更换,并且孔的直径增加25%。
经过喷砂和检查的金属表面在运输或防腐施工前应保持清洁,避免被水或油污染,不得直接接触金属表面,以防止局部生锈; 被油污染的金属表面要用相应的有机溶剂处理,喷枪中的压缩空气用作动力。 在驱动装置的驱动下,锌线穿过喷嘴并被氧 - 乙炔火焰加热而成为熔融体,其被压缩空气雾化。 将颗粒喷射到工件上以形成热喷涂的锌保护层。