










在订货时要提供孔口尺寸,水头,提升高度和结构形式,闸板面一般为正向(迎水面)受压,如需反向受压,订货时需说明,止水一般是后止水(背水面),需前止水时,订货时应说明,使用时必须按操作规程操作。经常检查闸门板与闸槽是否卡涩,及时将卡涩物清除,保证位置置中,使设备正常运行。
楚雄铸铁闸门的安装,你知道哪些注意事项?
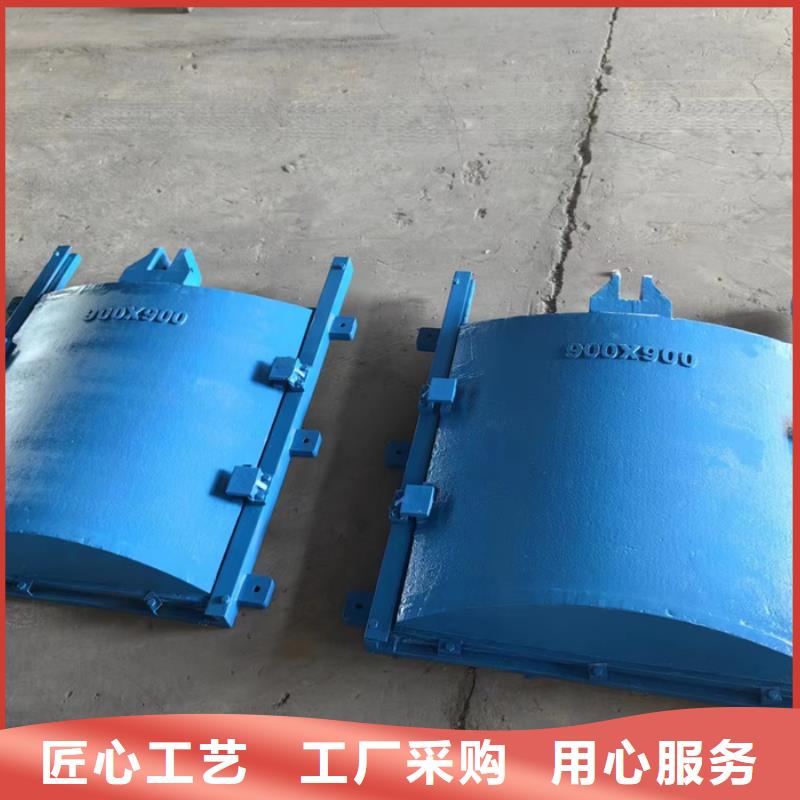
不同的厂家的楚雄铸铁闸门有所不同,在安装上也会有一些不同的注意事项,一般来说,楚雄铸铁闸门的安装影响其是使用,所以要特别注意: 闸门安装时应采用整体就位安装,禁止闸框、闸板分体安装,防止闸框变形。在闸门安装前,先检查各连接部位的螺栓是否因运输装卸中造成的松动,如有松动应加以紧固。闸门出厂前,为了使闸板、闸框贴合的更紧,安装后减少间隙,2米以上的闸门在上下横框上安装了压板卡铁,立框的斜铁上增加了顶丝。注意在间隙调整后将卡铁和斜铁上的顶丝拆除,以使闸门启闭。 
楚雄铸铁闸门检验标准:
1.密封面间隙检验
门板与门框密封座的结合面,需要清除外来杂物和油污,将闸门全闭后放平。在门板上无外加荷载的情况下,用0.1mm的塞尺沿密封的结合面测量间隙,其值不大于0.1mm.
2.装配检验
将门板在门框内入座,作全启全闭往复移动,检查门板在全启全闭时的位置、楔紧面的楔紧状况和门板在导向槽内的间隙。用钢尺和塞尺等工具分别进行测量,其检验结果应符合规定。
3.渗漏试验
密封面应清除任何污物,不得在两密封面间涂抹油脂。将闸门全闭,使门框孔口向上,然后在门框孔口内逐淅注入清水,以水不溢出为限,其密封面的渗水量应不大于1.25L/min·m(密封长度)。
4.全压泄漏试验
订货单位需要进行本项实验时,可与制造厂协商。试验方法:可将闸门安装在试验池内或现场作全压灌水试验。采用计量器具(量筒、计时表等)检测密封面的泄漏量,其值应不大于1.25L/min·m(密封长度)。
5.出厂检验
(1)每台产品须经制造厂质量检验部门按本标准检验,并签发产品质量检验合格证,方可出厂。
(2)订货单位有权按本标准的有关规定对产品进行复查,抽检量为批量的20%.但不少于1台且不多于3台。抽检结果如有1台不合格时应加倍复查,如仍有不合格时,订货单位可提出逐台检验或拒收并更换合格产品。

楚雄铸铁闸门一个优点就在于配合各种启闭机和水阀的设置,成为工业建设生产中重要部分之一。闸板是直接承受水压力的作为挡水元件而闸框是作为闸板的支承构件它也是闸板滑道除此之外部分在于闸墩和底部水泥中将水压力,传递给闸墩和闸室底部。闸框迎水背水面接触处,经机器刨光研制各道工序后平直光滑、贴合严密。当在启闭机合作下运作时斜铁和滑道保证了楚雄铸铁闸门运行轨迹在水压力和斜铁下保障闸板平稳运行使其与闸框滑道紧密结合达到止水的效果。
楚雄铸铁闸门在水利中运用的越来越多了,那么,它怎么体现自身的价值呢?楚雄铸铁闸门应符合标准的要求,并按照规定程序批准的图样和技术文件制造。楚雄铸铁闸门一般设置有可调节的楔紧装置,楔紧副分别设在门体和门框上。调节楔紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求。楚雄铸铁闸门通常配置手动或电动螺杆式启闭机,用于操作闸门的启闭。

楚雄铸铁闸门熔炼及浇注工序
(1)降低球化剂的加入量,将球化剂从占铁液量的1.7%降低为1.5%,严格控制Mg含量,需要保持在wMg<0.05%。
(2)对浇包、孕育包进行严格烘干,对球化剂、孕育剂进行适当烘干,很大程度地保证其干燥。
(3)使用硅钡孕育剂替换现用的硅锶孕育剂,加入量保持不变。
(4)提高浇注温度,将浇注温度由1360~1370℃提高到1380~1390℃。
(5)加快出铁、倒包速度,尽量减少铁液被氧化的可能性。
