

| 产品参数 | |
|---|---|
| 产品价格 | 3740/吨 |
| 发货期限 | 3 |
| 供货总量 | 600 |
| 运费说明 | 买家承担 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | Q235B Q355B |
| 产品品牌 | 一名 |
| 产品规格 | 齐全 |
| 发货城市 | 天津 |
| 产品产地 | 天津 |
| 加工定制 | 切割 打孔 除锈 喷漆 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 实际重量 |
| 产品颜色 | 黑色 |
| 质保时间 | 国标 |
| 外形尺寸 | H型 |
| 适用领域 | 机械加工 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
| 产品功率 | 国标 |
| 工作温度 | 国标 |


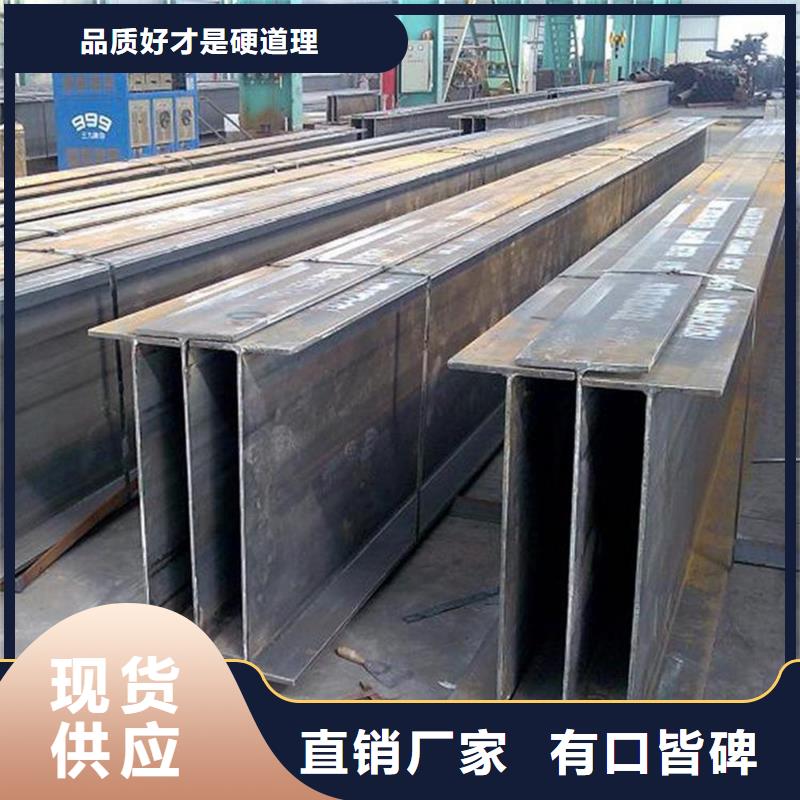
昭通 一名钢铁 H型钢尺寸规格受限制等缺点。因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用轧机尚不能对翼缘边端施以压下,这样就需要在机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中。H型钢可用焊接或轧制两种方法生产。在连续式焊接机组翼缘和腹板焊接在一起。不易保证产品性能均匀焊接H型钢有金属消耗大焊接H型钢是将厚度合适的带钢裁成合适的宽度把这两座机架作为一组,使轧件往复通过若干次或者是令轧件通过由几架机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量。
昭通 一名钢铁 H型钢 油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50mm.再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。焊接方法采用门式埋弧焊进行自动焊接。如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm。氧化物毛刺H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于4的过渡坡才能继续施焊。
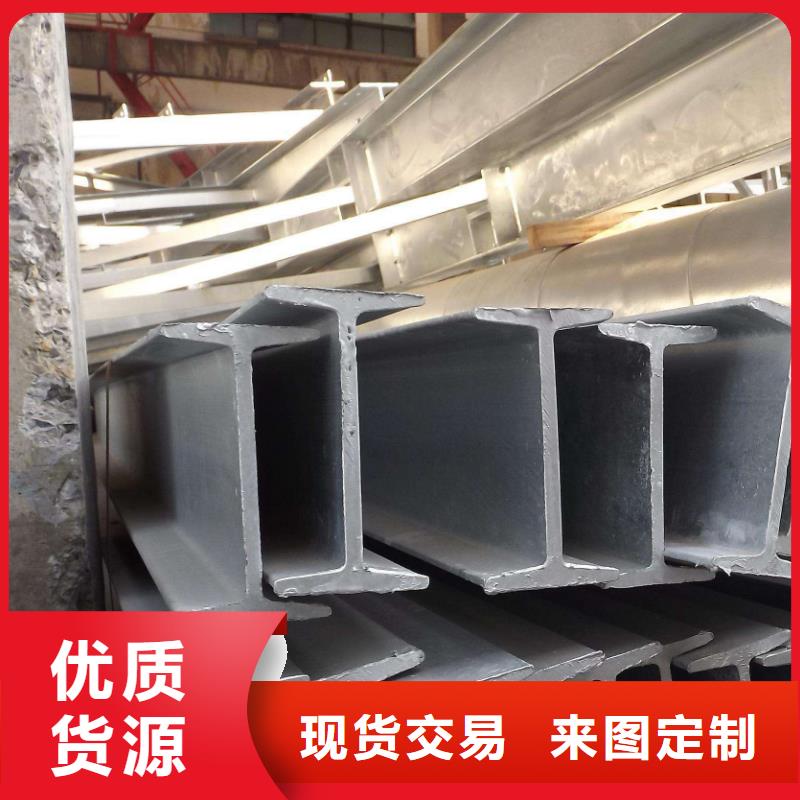
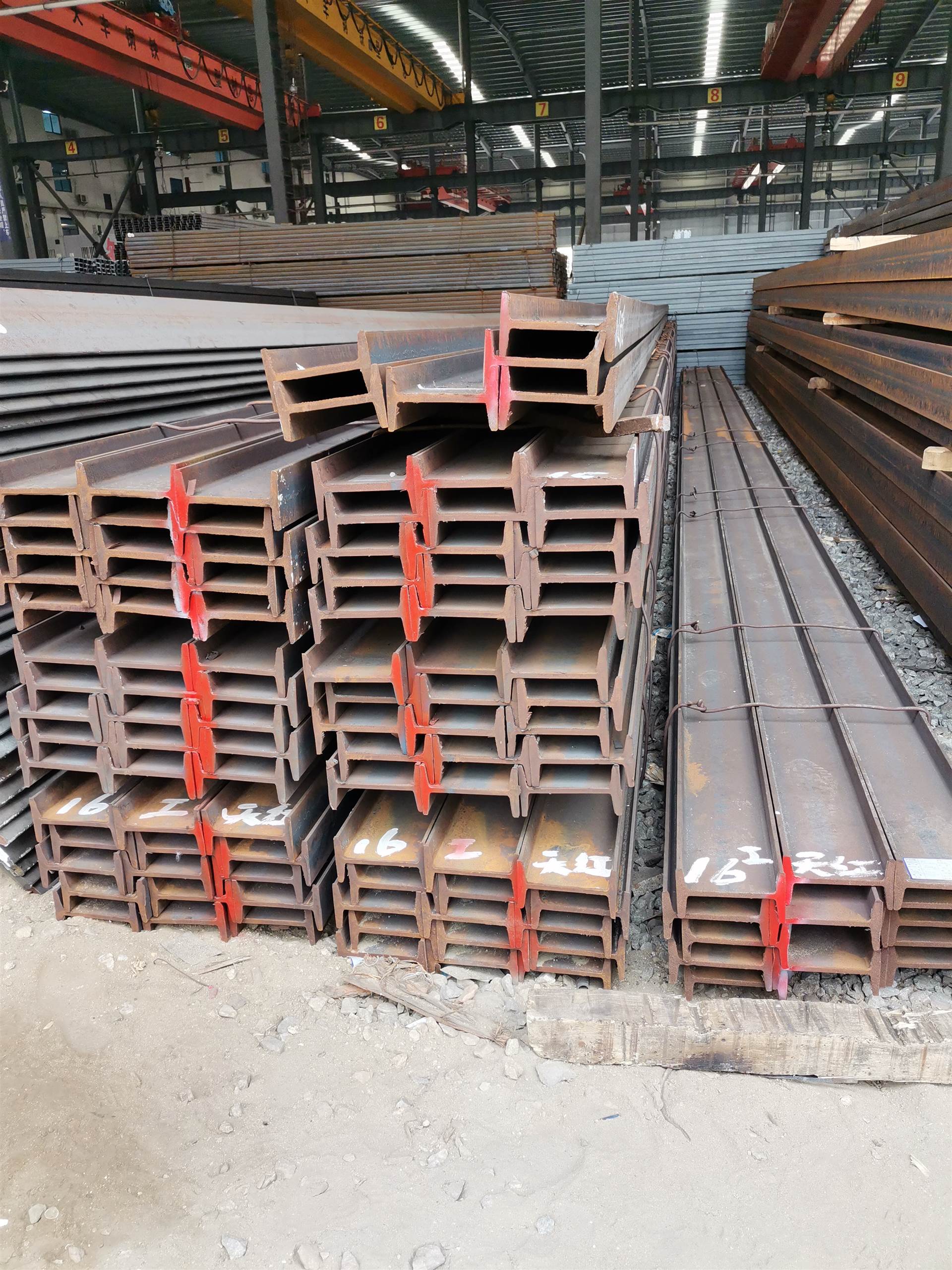
昭通 一名钢铁 H型钢奉献"的企业精神,经过全体员工的努力拼搏和积极开拓,公司已成为年销量达15万吨以上的钢材营销企业,日均常备库存2万吨以上。在云南市场享有较高信誉。H型钢的翼缘内外侧平行或接近于平行,翼缘端部呈直角,因此而得名平行翼缘工字钢。H型钢的腹板厚度比腹板同样高的普通工字钢小,翼缘宽度比腹板同样高的普通工字钢大,因此又得名宽缘工字钢。由形状所决定,H型钢的截面模数。敬业务实凭着"团结惯性矩及相应的强度均明显优于同样单重的普通工字钢。用在不同要求的金属结构中。
不论是承受弯曲力矩,压力负荷,偏心负荷都显示出它的优越性能,可较普通工字钢大大提高承载能力,节约金属10%~40%.H型钢的翼缘宽,腹板薄,规格多,使用灵活,用于各种桁架结构中可节约金属15%~20%.由于其翼缘内外侧平行,缘端呈直角,便于拼装组合成各种构件,从而可节约焊接,铆接工作量25%左右,能大大加快工程的建设速度,缩短工期。
昭通 一名钢铁 H型钢以确保它们符合施工要求。请勿将低温环境下使用的电极暴露超过两小时。如果为时已晚,应该再次烘烤。每个电极的烘烤次数不应超过3次低温高强度螺栓还应具有相应的合格和低温性能测试。不要在零度以下的环境中使用水性涂料。卸载组件时,应保留收缩余量以协调各种变量。组装组件时,按顺序从内到外组装。应注意由温差引起的部件收缩在钢结构中使用高频焊接H形钢构件应符合冬季施工的有关规定。并在施工过程中通过技术。在零温度下使用的钢材和其他材料具有相应的质量如果在常温下制造的部件在低温下使用在低温下测试时,测试应保留的焊缝的收缩值。组装时,确保组件接头处没有残留物或污垢,以确保干燥。埋弧焊H型钢的制造埋弧焊H型钢与高频焊接H型钢相同。