

| 产品参数 | |
|---|---|
| 产品价格 | 3740/吨 |
| 发货期限 | 3 |
| 供货总量 | 600 |
| 运费说明 | 买家承担 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | Q235B Q355B |
| 产品品牌 | 一名 |
| 产品规格 | 齐全 |
| 发货城市 | 天津 |
| 产品产地 | 天津 |
| 加工定制 | 切割 打孔 除锈 喷漆 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 实际重量 |
| 产品颜色 | 黑色 |
| 质保时间 | 国标 |
| 外形尺寸 | H型 |
| 适用领域 | 机械加工 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
| 产品功率 | 国标 |
| 工作温度 | 国标 |




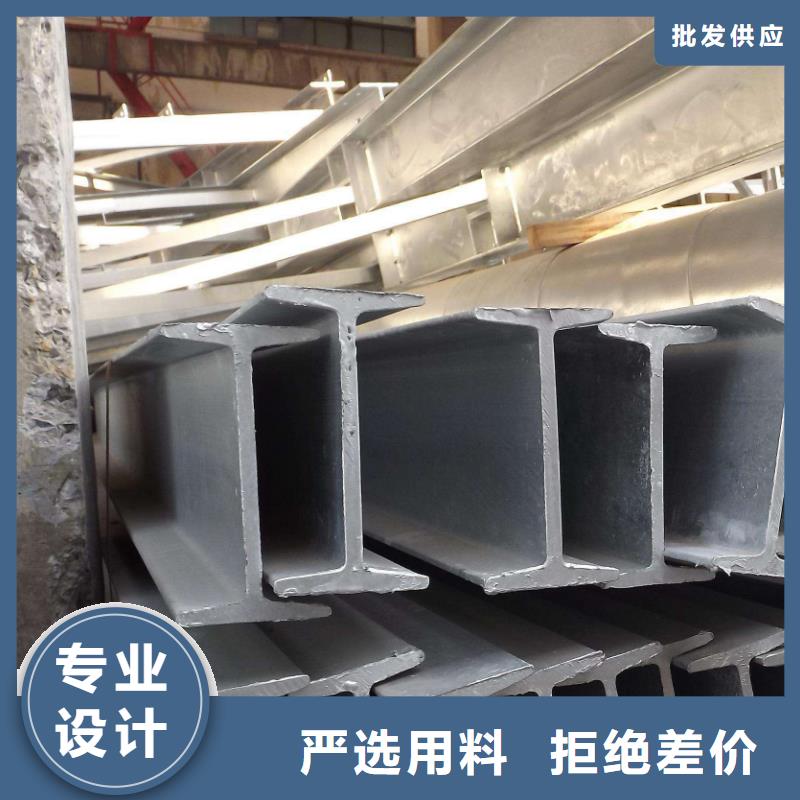
眉山 一名钢铁 H型钢使其不会接触燃烧必备物氧气。不仅如此,泡沫的质地松散,能够晚一步的将热量传递给型材,起到了非常好的隔热效果。从专业的角度来分析,涂层在形成泡沫时会吸取大量的热,为周围环境及型材起到一个降温的作用,为热传递造成阻碍。厚型高频焊接H型钢的防火涂料隔热原理,这种涂料基本不会在体积上产生变动,但涂层能够延缓热传递。这些泡沫能形成一层保护膜将型材与外部环境隔离它的主要原理是防火涂层遇热是膨胀造成大量泡沫高频焊接薄壁H型钢的防火涂料隔热原理延长型材受热的时间。而且涂层本身可以说是没有可燃性,能非常稳定的为型材提供保护,避免高温直接对型材造成损伤。涂料中的一些成分在遇到火时会发生反应产生一种不可燃的气体,这个反应的过程会吸热降低型材温度,形成良好的屏障。
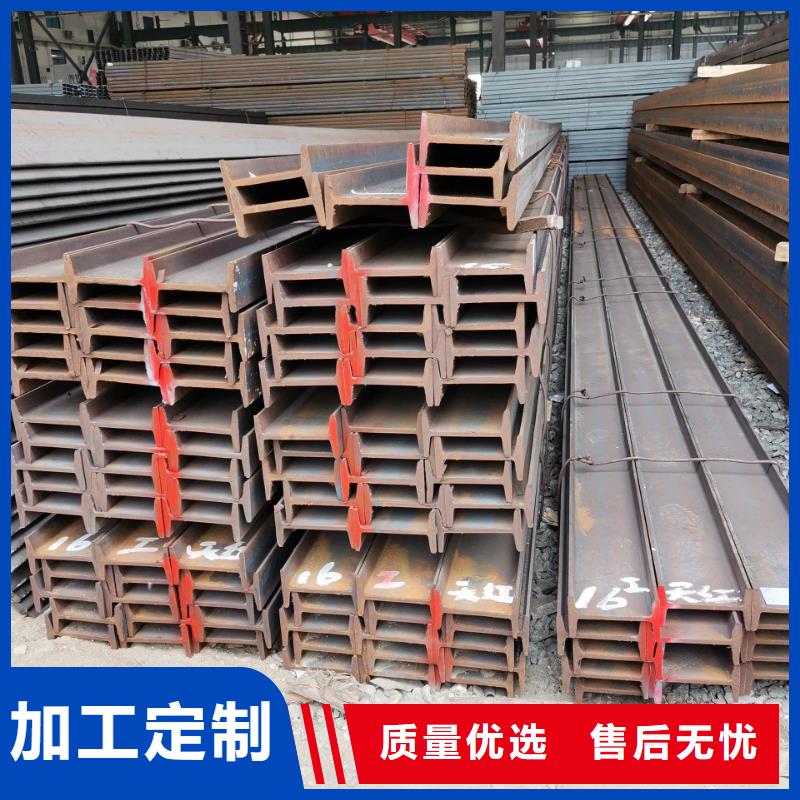
眉山 一名钢铁 H型钢但离终的订货标准还是会有差别。后续需要用轧机才能生产出合格的H型钢,轧机不再是上下两个轧辊,而是上下左右共四个,而孔型只有一个,我们用一个简化的图来看看轧机的轧制是什么样。目前国内H型钢规格全的钢厂,以下是莱钢产线的流程介绍:轧机是的吗?其实不是。方坯先用带孔型的二辊开坯机轧制成近似H型它是指在型钢精轧工序能适用于更多尺寸,离开了型钢的生产却是万万不能的。生产时其中一个是备用孔。已经接近H型钢了下图红色部分是方坯进入每个相应的孔型位置出来后的截面形状。从左往右的第二和第三个孔是一模一样的轧机与普通轧机不同之处就是在二辊的基础上加了一对立辊,立辊的作用是控制左右两侧的尺寸和形状。
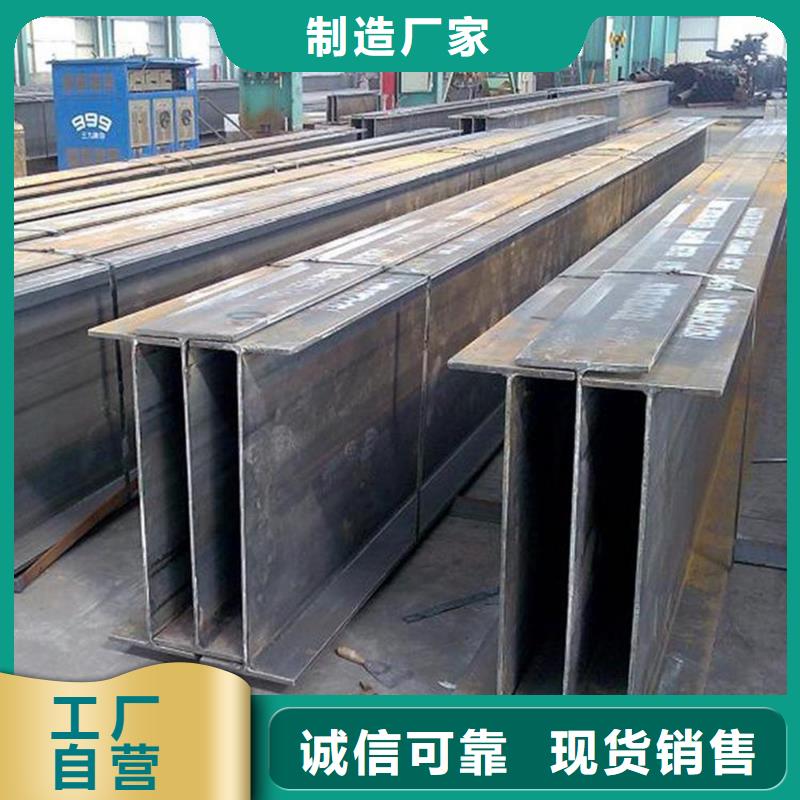
眉山 一名钢铁 H型钢定位焊由持相应合格证的焊工施焊,所用焊接材料与正式施焊相同。定位焊需要预热时,预热温度应高于正式施焊预热温度。可以看到这台经过改装的冷弯机是专门应对200-600H型钢的,是制作大跨度横梁的必备工具,上面有6个龙门架,12套顶辊压辊来固定这种大型H钢。弯曲过程中保证不变形,且拥有数控系统,要多大的弯曲半径就是多大的。
材质,尺寸,数量的正确性,合格后方可进行组立。在H型钢自动组立机上进行组立时,先进行翼缘板与腹板的T型组立,并进行定位焊接。然后将T型与翼缘板组立成H型。组立时翼缘板的拼接缝与腹板拼接缝应错开200mm以上。H型钢进行胎架组装时,组装用的平台和胎架应符合构件装配的精度要求,并具有足 够的强度和刚度。腹板编号同时检查翼缘板焊接H型钢在组立前应标出翼板中心线与腹板定位线组装前需经专职人员验收合格后才能使用焊接H型钢组立时定位焊缝严禁出现裂纹或气孔。
眉山 一名钢铁 H型钢钢坯高度与成品高度之比为1.0∶板坯轧制H型钢时,钢坯高度与成品高度之比为0.5∶厚比为1.4∶产出质量好,成本低的H型钢,首先需要确定一个合理的生产工艺流程。一般小号H型钢多选用方坯,大号H型钢多选用异形坯,方坯和异形坯可用连铸坯,也可由初轧直接供给。钢坯在经过精整和称重后,装入步进式加热炉中加热到1200~1250℃出炉。步进式炉大多数采用双绝热滑轨和轴流式烧嘴。
往往让腿部延伸系数稍大于腰部延伸系数,即相对压下量腿部要略大于腰部2%~4%.若腿部延伸系数比腰部延伸系数过大,会造成撕裂。H型钢坯料尺寸确定与不同工艺之间的关系钢管公司等有关公司的研究表明,高度大于400mm的大型H型钢,其成品尺寸与钢坯尺寸有如下关系:用矩形坯直接轧制时,其钢坯宽度与成品宽度之比为1.2∶坯高度与成品高度之比为1.8∶用初轧异形坯轧制时。