


联系我们

当前位置:
天津 阔恒兴旺国际贸易(阳江市分公司) >
阳江本地新闻中心
钢结构高纯度紫铜排品质保障售后无忧
更新时间:2025-06-04 02:24:54 ip归属地:阳江,天气:雾转中雨,温度:26-31 浏览次数:7 公司名称:天津 阔恒兴旺国际贸易(阳江市分公司)
以下是:钢结构高纯度紫铜排品质保障售后无忧的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 229 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | Q235B Q345B |
| 产地 | 天津 |
| 规格 | 齐全 |
| 品牌 | 大厂家 |
| 用途 | 广泛 |
以下是:钢结构高纯度紫铜排品质保障售后无忧的图文视频


在广东省阳江市采买钢结构高纯度紫铜排品质保障售后无忧到阔恒兴旺国际贸易(阳江市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:杨经理,地址:《北辰区韩家墅钢材市场》。生产基地位于【天津】,供应范围覆盖广东省 广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 江城区、阳西县、阳东区、阳春市等区域。 广东省,阳江市 秦始皇三十三年(前214年),两阳地区为南海郡地、桂林郡地。隋开皇十八年(598年)在现阳江地新设阳江县,为阳江县得名之始。1983年9月,阳江县、阳春为江门市属县。1988年1月7日,原阳江、阳春两县从江门市分出,新建为阳江市。历史上,阳江是海上丝绸之路重要中转站和补给站,曾是汉代、两晋、南北朝古高凉郡治和隋时冼夫人幕府治所;阳江历史代表文化为漠阳文化;高凉文化、海丝文化以及广府文化等多种文化在此交相辉映。
我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让钢结构高纯度紫铜排品质保障售后无忧自己向您展示它的卓越品质和出色性能。
以下是:钢结构高纯度紫铜排品质保障售后无忧的图文介绍
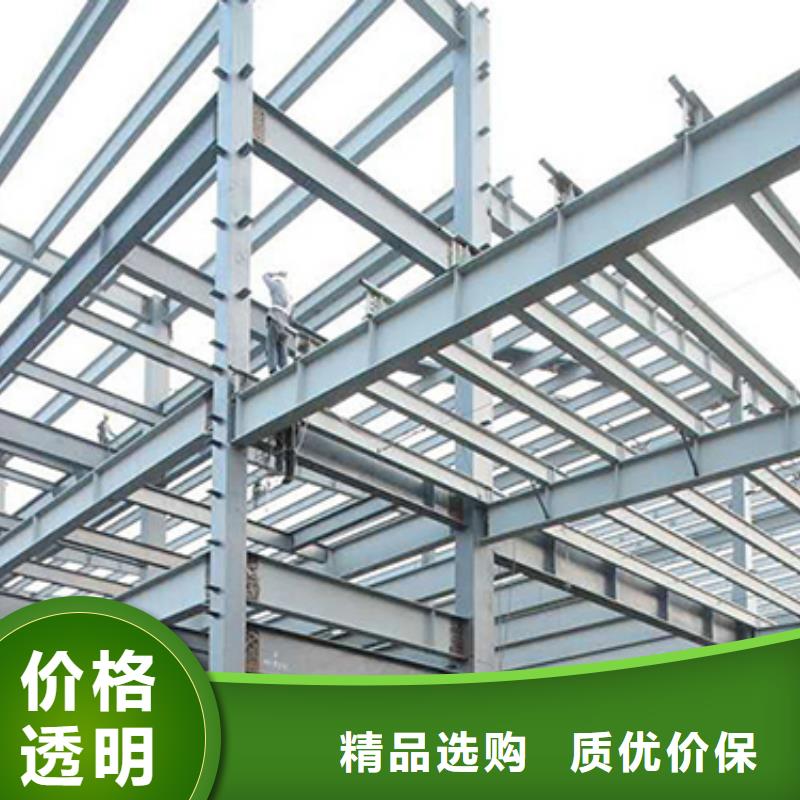
钢结构是由钢制材料组成的结构,是主要的建筑结构类型之一。结构主要由型钢和钢板等制成钢、钢柱、钢桁架等构件组成,并采用硅烷化、纯锰磷化、水洗烘干、镀锌等除锈防锈工艺。各构件或部件之间通常采用焊缝、螺栓或铆钉连接。因其自重较轻,且施工简便,广泛应用于大型厂房、场馆、的梁超高层等领域。
钢材的特点是强度高、自重轻、整体刚度好、抵抗变形能力强,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体, 一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产。
钢结构应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢材的特点是强度高、自重轻、整体刚度好、抵抗变形能力强,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体, 一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产。
钢结构应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。


1 、钢结构体系具有自重轻、安装容易、施工周期短、抗震性能好、投资回收快、环境污染少等综合优势,塑性和韧性好 抗冲击性好。
2 、钢材的种类有: 按厚度不同分薄板(薄钢板厚度<4mm)、中板(中厚度4-20mm)和厚板(厚度20--60mm)大于60为特厚种。钢带包括在钢板类内。
3、普通螺栓与高强螺栓的区别?
普通螺栓一般用普通碳素结构钢制造,不经热处理,高强螺栓一般用优质碳素结构钢或合金结构钢制造,需要经过调质热处理提高综合机械性能。 高强度分为,8.8级,10.9级,12.9级。
从强度等级: 高强螺栓常用8.8S和10.9S两个强度等级。 普通螺栓一般有4.4级,4.8级 5.6级8.8级。
从受力特点高强螺栓施加预拉力和靠摩擦力传递外力,普通螺栓靠栓杆抗剪力和孔壁承压来传递剪力。
4、 按受力特性分为:摩擦型与承压型
摩擦型高强螺栓是依据被连接件之间的摩擦力传递外力,当剪力等于摩擦力时,极为摩擦型高强螺栓连接的设计极限荷载。此时联众的杆件不会发生相对滑移,螺栓杆不受剪,螺栓孔壁不承压。
承压型高强螺栓与普通螺栓类似,剪力可以超过摩擦力,此时被连接构件之间会发生相对滑移,螺栓杆与孔壁接触,连接依靠摩擦力与螺栓杆的剪切、承压共同传力。
承压型高强螺栓的变形较大,不适用于直接承受动力荷载结构的连接。
2 、钢材的种类有: 按厚度不同分薄板(薄钢板厚度<4mm)、中板(中厚度4-20mm)和厚板(厚度20--60mm)大于60为特厚种。钢带包括在钢板类内。
3、普通螺栓与高强螺栓的区别?
普通螺栓一般用普通碳素结构钢制造,不经热处理,高强螺栓一般用优质碳素结构钢或合金结构钢制造,需要经过调质热处理提高综合机械性能。 高强度分为,8.8级,10.9级,12.9级。
从强度等级: 高强螺栓常用8.8S和10.9S两个强度等级。 普通螺栓一般有4.4级,4.8级 5.6级8.8级。
从受力特点高强螺栓施加预拉力和靠摩擦力传递外力,普通螺栓靠栓杆抗剪力和孔壁承压来传递剪力。
4、 按受力特性分为:摩擦型与承压型
摩擦型高强螺栓是依据被连接件之间的摩擦力传递外力,当剪力等于摩擦力时,极为摩擦型高强螺栓连接的设计极限荷载。此时联众的杆件不会发生相对滑移,螺栓杆不受剪,螺栓孔壁不承压。
承压型高强螺栓与普通螺栓类似,剪力可以超过摩擦力,此时被连接构件之间会发生相对滑移,螺栓杆与孔壁接触,连接依靠摩擦力与螺栓杆的剪切、承压共同传力。
承压型高强螺栓的变形较大,不适用于直接承受动力荷载结构的连接。



机械除锈法主要是利用一些电动、风动工具来达到铁锈的目的。常用电动工具如电动刷、电动砂轮;风动工具如风动刷。电动刷和风动刷是利用特制圆形钢丝刷的转动,靠冲击和摩擦把铁锈或氧化皮干净,特别对表面铁锈,效果较好,但对较深锈斑很难除去。电动砂轮实际是手提砂轮机,可以在手中随意移动,利用砂轮的高速旋转除去铁锈,效果较好,特别对较深的锈斑,其工作效率高,施工质量也较好,使用方便,是一种较理想的除锈工具。但在操作中须注意,不要把金属表皮打穿。
(3)喷砂、喷丸处理法
喷砂、喷丸处理法同前节旧涂膜使用法。(4)火焰处理法火焰处理法是利用气焊枪对少量手工难以的较深的锈蚀斑,进行烧红,让高温使铁锈的氧化物改变化学成份而达到除锈目的。使用此法,须注意不要让金属表面烧穿,以及防止大面积表面产生受热变形。
(5)化学处理法
化学处理法实际是酸洗除锈法,利用酸性溶液与金属氧化物(铁锈)发生化学反应,生成盐类,而脱离金属表面。常用的酸性溶液有:硫酸、盐酸、硝酸、磷酸。操作中将酸性溶液涂于金属铁锈部位让其慢慢与铁锈发生化学反应而去掉。铁锈去除后应用清水冲洗,并用弱碱溶液进行中和反应,再用清水冲洗后揩干、烘干,以防很快生锈。
对酸洗过的金属表面须要经粗糙处理或磷化处理,主要是增加金属表面与底漆的附着力。在稀释浓硫酸时,应慢慢把硫酸倒入容器的水中,并不断搅拌,切勿相反操作,以免硫酸液溅出伤人。
10、常见的起重设备:门式起重机 塔式起重机 履带起重机 汽车起重机 轮式起重机 桅杆式起重机 千斤顶 转扬机 葫芦 桥式起重机。
(3)喷砂、喷丸处理法
喷砂、喷丸处理法同前节旧涂膜使用法。(4)火焰处理法火焰处理法是利用气焊枪对少量手工难以的较深的锈蚀斑,进行烧红,让高温使铁锈的氧化物改变化学成份而达到除锈目的。使用此法,须注意不要让金属表面烧穿,以及防止大面积表面产生受热变形。
(5)化学处理法
化学处理法实际是酸洗除锈法,利用酸性溶液与金属氧化物(铁锈)发生化学反应,生成盐类,而脱离金属表面。常用的酸性溶液有:硫酸、盐酸、硝酸、磷酸。操作中将酸性溶液涂于金属铁锈部位让其慢慢与铁锈发生化学反应而去掉。铁锈去除后应用清水冲洗,并用弱碱溶液进行中和反应,再用清水冲洗后揩干、烘干,以防很快生锈。
对酸洗过的金属表面须要经粗糙处理或磷化处理,主要是增加金属表面与底漆的附着力。在稀释浓硫酸时,应慢慢把硫酸倒入容器的水中,并不断搅拌,切勿相反操作,以免硫酸液溅出伤人。
10、常见的起重设备:门式起重机 塔式起重机 履带起重机 汽车起重机 轮式起重机 桅杆式起重机 千斤顶 转扬机 葫芦 桥式起重机。


三、安装焊接程序及一般规定
焊接的一般顺序为:焊前检查 →预热除锈 → 装焊垫板和引弧板→ 焊接 → 检验
1.焊前检查坡口角度、钝边、间隙及错口量,坡口内和两侧的锈斑、油污、氧化铁皮等应干净。
2.预热。焊前用气焊或特制烤枪对坡口及其两侧各100mm范围内的母材均匀加热,并用表面测温计测量温度,防止温度不符合要求或表面局部氧化,预热温度。
3.重新检查预热温度,如温度不够应重新加热,使之符合要求。
4.装焊垫板及引弧板,其表面清洁程度要求与坡口表面相同,垫板与母材应贴紧,引弧板与母材焊接应牢固。
5.焊接: 层的焊道应封住坡口内母材与垫板的连接处,然后逐道逐层累焊至填满坡口,每道焊缝焊完后,都必须焊渣及飞溅物,出现焊接缺陷应及时磨去并修补。
6.一个接口必须连续焊完,如不得已而中途停焊时,应进行保温缓冷处理,再焊前,应重新按规定加热。
7.遇雨、雪天时应停焊,构件焊口周围及上方应有挡风、雨棚,风速大于5m/s时应停焊。环境温度低于零度时,应按规定采取预热和后热措施施工。
8.碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成24h以后,进行焊缝探伤检验。
9.焊工和检验人员要认真填写作业记录表。
焊接的一般顺序为:焊前检查 →预热除锈 → 装焊垫板和引弧板→ 焊接 → 检验
1.焊前检查坡口角度、钝边、间隙及错口量,坡口内和两侧的锈斑、油污、氧化铁皮等应干净。
2.预热。焊前用气焊或特制烤枪对坡口及其两侧各100mm范围内的母材均匀加热,并用表面测温计测量温度,防止温度不符合要求或表面局部氧化,预热温度。
3.重新检查预热温度,如温度不够应重新加热,使之符合要求。
4.装焊垫板及引弧板,其表面清洁程度要求与坡口表面相同,垫板与母材应贴紧,引弧板与母材焊接应牢固。
5.焊接: 层的焊道应封住坡口内母材与垫板的连接处,然后逐道逐层累焊至填满坡口,每道焊缝焊完后,都必须焊渣及飞溅物,出现焊接缺陷应及时磨去并修补。
6.一个接口必须连续焊完,如不得已而中途停焊时,应进行保温缓冷处理,再焊前,应重新按规定加热。
7.遇雨、雪天时应停焊,构件焊口周围及上方应有挡风、雨棚,风速大于5m/s时应停焊。环境温度低于零度时,应按规定采取预热和后热措施施工。
8.碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成24h以后,进行焊缝探伤检验。
9.焊工和检验人员要认真填写作业记录表。



无论是电话或在线咨询,只要您需要阔恒兴旺国际贸易(阳江市分公司)会及时给予专业的答疑指导,我们为您提供专业的 铜排解决方案。

阔恒兴旺国际贸易(阳江市分公司)【022-26808329】在广东省阳江市本地专业从事钢结构高纯度紫铜排品质保障售后无忧,价格低,发货快,效果好 (广东省 广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 江城区、阳西县、阳东区、阳春市)可送货上门。